|
CAD/CAM软件 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
Delcam高级多轴铣削与质量实时控制一体化方案 |
|
|
作者:Delcam中国 刘彦斌 |
|
随着航空航天、汽车、船舰和精密仪器仪表、医疗、运动器械,以及家用、办公用的电器和儿童玩具等产品零件都愈来愈多地采用由整体材料镂铣而成的加工工艺,其中通常包含各种各样的复杂曲面和斜孔、斜面等。使用传统机床或三轴数控机床不仅设备投资大,占用生产面积多,生产加工周期长,而且精度、质量还难于保证。为了解决这些问题,就要发展能集中工序进行高精、高效和复合加工的机床,以期实现工件一次装卡完成全部或大部分加工,并在加工过程中实现实时质量控制,对加工每个工艺结果进行实时跟踪。这已成为当今机床发展的必然趋势,而配备上高速加工能力的五轴机床,完全符合这一发展趋势的要求,而且还可能是最佳的方案选择。
在全球先进国家制造战略中,各国都统一提到智能化制造的目标,Delcam作为全球CAM的领导者,为了响应技术服务的变革,同时结合制造行业的工艺质量标准的提高,在多年前就已经开始了高级多轴铣削和质量实时控制解决方案的探索和实施。在过去的多年在中国区主要为国企高精尖特殊领域实施比较多,但是从2012年开始,Delcam的这套解决方案逐渐在民企和通用行业得到青睐。下面我们将会接触到Delcam中国总部同德国OPS机床中国总部在华东某客户的实施方案共享。
方案介绍:
(一)软件方面:Delcam高级多轴铣削和质量实时控制解决方案,PowerMILL+PowerINSPECT。
PowerMILL : 2~5轴铣削编程一体化软件,支持点、线、曲面、实体、三角形数据加工
PowerINSPECT ( On Machine Verification):在机检测,2~5轴机床检测离线编程一体化软件,支持点、线、曲面、实体、三角形数、点云据检测和报告输出。
(二)硬件方面:OPS多轴自动化5轴铣削机床,HIGH SPEED EAGLE V9 。
(三) 主要目标:
● 缩短加工和质量控制过程循环的节拍
● 提高高精度工件的成品率
● 给复杂性加工工艺产品后续工艺进行指导
(四)实施工艺过程:
在实际工艺过程中PowerMILL的粗加工和精加工编程可以同时进行,PowerINSPECT的粗加工后检测路径和精加工的检测路径也是同时进行编程的,如果只是对同一区域进行加工结果反馈,我们只要编写一次检测路径就好了。
(五)现场加工和检测过程:
1.通过PowerMILL输出的NC程序进行3轴或者五轴开粗加工,现场如下:

2.通过PowerINSPECT OMV的检测NC程序进行3轴和五轴检测,目的主要是确认开粗完毕后对工件的余量控制是否精确,工件基准是否加工精确,大型工件是否有较大的变形,是否要进行去应力等工艺处理。同时能够及时对工艺进行改善,减少中间过程出现的不良反应,实现“加工过程不留遗憾”。
3.确认开粗完全符合要求之后,通过PowerMILL输出的NC程序进行3轴或者五轴精加工加工,现场如下:

4.精加工结束后,通过PowerINSPECT OMV的检测NC程序进行3轴和五轴检测,EAGLE V9通过海德汉系统反馈检测数据,现场如下:
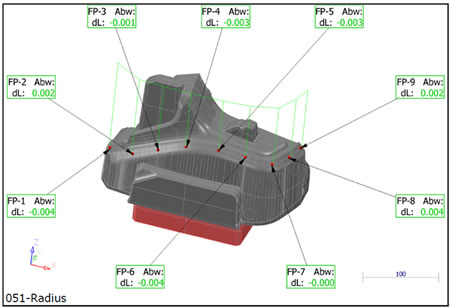
5.最后通过PowerINSPECT OMV输入前面EAGLE V9通过海德汉系统反馈检测数据,与3D模型进行对比,输出检测报告。结果如下: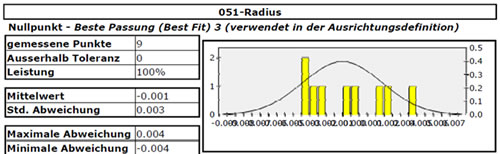
● 工件大小为308×153×206mm
● 051-Radius为三轴加工部分,精度控制在μm级范围,公差范围控制在μm级范围。
这个工件本身为客户现场加工汽车模具前模镶块,零件比较大,OPS EAGLE V9机床线性加工精度控制技术的应用,结合PowerMILL软件高精度运算方式,协同OMV在线检测过程管控,三轴的部分得到一个非常高精度和表面加工质量。
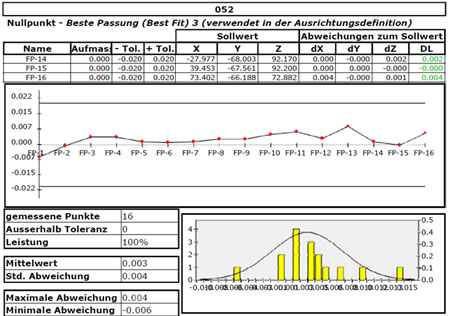
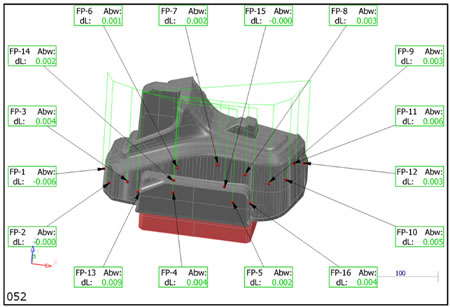
● 052为五轴加工部分,精度控制在μm级范围,公差范围控制在μm级范围。
OPS EAGLE V9机床五轴动态加工精度控制技术的应用,结合PowerMILL软件五轴高精度运算方式和安全碰撞检测技术,协同OMV五轴在线检测运算和碰撞检测过程管控,五轴的部分也同样获得非常高精度和表面加工质量。
通过上面案例的分享,在五轴机床上通过多轴铣削与质量实时控制一体化的处理,完全可以实现模具“只装不配”的良性运转,不仅可以缩短模具的交货周期、提高交货质量,更重要的是可以减少车间装配人员数量和工作时间,给企业带来更多的利润和市场竞争力。(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(8/6/2015) |
对 CAD/CAM软件 有何见解?请到 CAD/CAM软件论坛 畅所欲言吧!
|