Haimer的热缩技术将斯达拉格加工中心的高精度发扬光大
为了保证发动机部件的质量,例如涡轮叶片和整体叶盘,航空工业选用斯特拉格加工中心加工产品已经很多年了。几乎没有其他的机床商能象斯达拉格做到对细节的了解,并能提供包括合适软件、夹具、刀柄和周边附件的整体解决方案。同时,国外供应商对产品提供最高质量保证对瑞士斯达拉格机床整体方案来说也是至关重要的。因此他们信任并相信Haimer制造的热缩刀柄和热缩机。
斯达拉格集团总部位于瑞士罗尔沙赫贝格(更多的公司信息请参考文本框)。这家公司主要给航空航天和能源行业提供高效率的五轴加工中心,加工高精度的涡轮叶片、叶轮、整体叶盘和其他复杂结构的零部件。
始于20世纪的航空和航天工业已成为斯达拉格机床的核心市场。他们因为刚性和稳固的设计,以及高技术标准区别于其他厂家和品牌。因此毫无疑问从1960年代起斯达拉格已被视为五轴加工中心的先驱。他们专业技术的优势可以从现有高品质产品系列中体现,包括用于钛合金加工的STC和BTP系列机床。此外还有专门用于整体叶盘加工和LX系列产品,适用于涡轮叶片的高精度、高效率五轴同步加工机床。
Patrick Rutishauser(应用工程主管)说:“从技术上说,我们的机床拥有一流品质。它们的高性能和精度众所周知。此外,我们在应用上给客户提供了额外的附加值。”斯达拉格把自己当做用户的技术合作伙伴,能够设计并实现所有过程。“当客户告诉我们他需要10000件产品时,我们为他设计完整的方案和提供整套机器,包括软件、夹具、刀柄以及周边附件和设备。”
Patrik Rutishauser,应用工程主管,非常信赖Haimer的热缩刀柄和热缩机:“Haimer在热缩技术方面非常专业。”
一些额外的经验不仅仅来自机床、CAM系统和非标刀具几十年的发展,也来自斯达拉格在给客户加工模型和小批量涡轮叶片生产中获得。这也是Patrik Rutishauser负责的领域:“我的任务包括单叶片应用程序的技术和软件开发。在我的团队,应用工程师和CAM软件开发人员紧密合作。这样我们可以为我们的用户提供他们所需要的,而不是绕弯路或浪费时间。”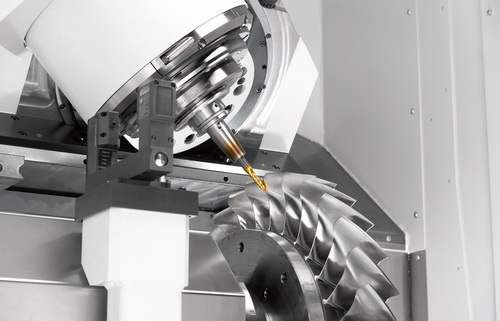
作为飞机制造工业长期的合作伙伴,斯达拉格能为涡轮机零部件加工提出整体解决方案。
Haimer的热缩技术是整体方案中的一环。图片:Starrag
来自生产工厂的经验
员工能在CPE(先进生产中心)获得重要经验,在位于罗尔沙赫贝格的斯达拉格应用中心,他们测试和优化需求,以及新的加工工艺。这个车间有2000平方米,配有新的斯达拉格四轴和五轴加工中心。在这里应用团队能执行各种应用测试,从钛金属的重型切削到轻金属的高速切削。Patrik Rutishauser强调:“我们加工各种旋转部件、复杂的立方工件、以及各种曲面—我们在生产状态下完成这一切。我们也为客户生产模型或小批量生产。这需要发展一个符合市场合理成本的规划和质量生产。” 作为应用专家建议, 这当然是一个优势,因为这样你能获得关于机器的宝贵知识,你可以了解更多关于整体加工过程乃至最小的细节。“它不同于客户演示,在那里你通常忽略小细节。” Rutishauser 解释说。

斯达拉格使用Haimer的强力热缩刀柄用于粗加工和精加工。图片:Haimer
一个重要细节:刀柄
斯达拉格很久之前就知道刀柄对于高精度加工的重要性。毕竟他们在20年前就在罗尔沙赫贝格总部使用高速主轴(30,000RPM’s)。在当时刀具都用侧固式或筒夹刀柄夹持。而这些夹持方式的精度不足也导致了很多问题。在高速旋转时尽管小小的跳动也会导致不好的铣切效果,差的表面质量,以及刀具和主轴的磨损。这些刀柄的外形结构也会有很多干涉以致无法进行深型腔加工。
通过测试不同的刀柄系统,斯达拉格认为使用热缩刀柄是很有必要的。它们结构对称、外形防干涉,并拥有良好的跳动精度。在一开始测试这种新的夹持技术时,斯达拉格不得不克服一些问题:当时刀柄要用热风加热,这会耗费大量时间且导致材料的应力变化。
因为加强了夹持壁以及其他的结构特点,Haimer的重型热缩刀柄拥有强大的夹持力能够适用于大尺寸刀具的粗加工。
大约15年前,为了寻求一种解决方案,斯达拉格的专家在伊根豪森偶然遇到了Haimer公司,现在Haimer已经是刀具夹持技术领域欧洲市场的领导者。Patrik Rutishauser说:“Haimer在热缩技术方面非常专业。当时他们提供了关于刀柄和热缩机的大量选择方案,热缩机带感应线圈及冷却套,这些对任何人来说操作都十分简单。直至今日Haimer都一直在发展热缩技术—刀柄和机器—并总是能够忠于对品质的高要求。我们不断地在评估不同的系统和供应商,但是对于精度和品质,Haimer的产品是无与伦比的。我们非常欣赏热缩刀柄拥有相对于其他夹持系统更纤细的外形,这使得选择较短的刀具成为可能。”
热缩刀柄每个细节都重要
Haimer公司的经营理念“以质取胜”是不无道理的。在这种理念下,我们只在位于巴伐利亚奥格斯堡的伊根豪森故乡生产产品,在这里精度能被100% 控制。在这里,所有的热缩刀柄都采用耐热钢制造并做精细动平衡(G2.5, 25,000 rpm,或者不平衡量 < 1 gmm)。所有的功能面都加工并精磨保证高精度,锥柄公差高于国际标准。
对于特殊的加工需求,Haimer提供特殊的热缩刀柄。例如,强力热缩刀柄适用于高速或高精度铣切。专利设计结合了减振和高刚性,以及纤细的顶端外形。特殊的结构使它能够增大切深和进给以达到更高的切削量,同时保证良好的表面质量。重型热缩刀柄是为大尺寸切削刀具的重粗加工设计的,他们的特点是加强了夹持区域的壁厚,刚性稳固的外形,并在夹持孔内有专利膨胀槽结构。这样,就能达到与铣刀柄一样的夹持力。迷你型热缩刀柄也是热缩刀柄系列一员。顶端外形轮廓3°的整体式热缩刀柄非常纤细—特别为模具生产设计。
不同材料,高表面质量要求
对于Patrik Rutishauser来说各种各样热缩刀柄设计带来了很大好处。他说:“在叶片加工中一般有两个工艺。首先是粗加工,在这个阶段为了获得更大的切深和进给以到达更高的金属去除率,刀柄需要有减振功能。在精加工阶段,这里不存在大的切削力,这时候高的跳动精度和动平衡品质就非常重要了。Haimer的强力热缩刀柄适用于这两种阶段,如果切削强度非常大我们只要简单切换到重型刀柄就可以了。”
为了装夹刀具斯达拉格在它的CPE(先进生产中心)配置了NG强力型热缩机(左)和超级型热缩机,
这两种热缩机都带有专利技术的双线圈,它能自动适应刀柄的长度和直径不同。
据热缩刀柄的品质对斯达拉格来说是最好的选择。这都基于在钛和其他难切削材料的精加工和粗加工的表现,切削力能很好地在机床主轴和刀柄间传递。“最后,关键因素是质量。它必须在开始阶段就十分完美,因为钛金属毛坯的成本非常昂贵。我们确信刀柄的品质对保证产品质量是绝对有必要的”, Patrick Rutishauser说。对于表面质量尤其如此,这是一个重要因素。因为节能考虑涡轮叶片的结构需要非常高的精度。而现在你可以只通过铣切而不需要额外的研磨就能得到想要的结构。目前斯达拉格能够实现 Ra = 0.4μm ~ 0.8μm 的表面质量。
高端热缩机保证快速简单的刀具装夹
为了装夹刀具斯达拉格在它的CPE(先进生产中心)配置了NG强力型热缩机,通过它你可以在数秒钟内装夹从3mm到50mm的刀具,这些刀具可以是高速钢或者硬质合金,只要柄部公差为h6。这种热缩机带有专利技术的双线圈,它能自动适应刀柄的长度和直径不同。加热过程只加热刀柄夹持部分,显著地减少加热和冷却时间(接触式冷却)。此外还有一款更高端的解决方案用于专业的加热和冷却需求:超级型热缩机提供了更宽敞的工作台面,操作简单,导轨式的冷却套并带有温度监控。斯达拉格使用的热缩机也集成了长度预设系统—长度预设精度在0.02mm —用于刀具悬长有精确要求的场合。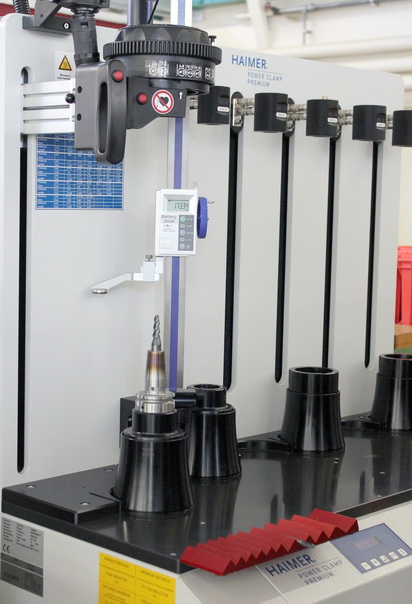
更高端的解决方案用于专业的加热和冷却需求:Haimer的超级型热缩机提供了更宽敞的工作台面,
操作简单,导轨式的冷却套并带有温度监控。斯达拉格使用的热缩机选配了集成的长度预设系统。
“Haimer的热缩刀柄是我们标准设备的一部分,因为他们为我们需要的可靠加工过程提供了最好的条件”,Patrik Rutishauser说。“我们不仅仅在我们的CPE使用这些产品,我们也随同解决方案销售这些产品。产品保持高品质非常重要,使用Haimer让我们感到安全。我不记得有因为刀柄问题的投诉。”
热缩机附近你可以看到Haimer带预设功能的平衡机,这台机器结合了刀柄和刀具的测量与动平衡功能。
对于斯达拉格自己生产的刀具,特别是多台阶刀具,一直要使用这台机器。
适合各种应用的机床
斯达拉格集团(约1617名员工,2014年销售额390 Mio. CHF)是世界领先的机床制造商之一,品牌包括: Marken, Berthiez, Bumotec, Dörries, Droop+Rein, Heckert, Scharmann, SIP, Starrag, TTL 和 WMW。业务范围涉及生产各种铣床、钻削和磨削机械,复合材料和陶瓷材料研制等。每个品牌都有自己的专长。从小型高速加工中心Bumotec(适用于手表、医疗器械和电脑零部件加工),到Droop-Rein的大型龙门铣床(适用于大型、重型的工件),他们提供广泛的产品选择。斯达拉格的客户包括很多国际大公司,主要属于三大行业:航空航天和能源、交通和工业零部件、以及精密加工业。众多的产品组合和完善的技术服务,让客户获得实质性的成功。(end)
|