夹具 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
车间固定弯曲部件夹具解决方案
作者:Derek Korn
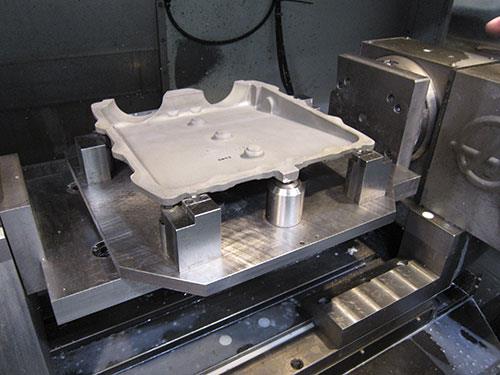
使用传统的夹具 固定纤薄部件可能会造成部件变形。因此,在精密切削和加工过程中,要使用一种非常规手段对薄片进行固定,即使用紫外光固化粘合剂技术。
如今,这些夹具的应用已难以寻觅了。现在车间使用一种先进的非典型技术,这种技术对于固定柔性部件尤其有效。粘合剂一旦通过紫外光线的作用固化后,工件就会牢固准确地固定在基准位置,且工件处于单品状态。当完成加工后,工件和夹持器易于分离,粘合剂残余可通过快速蒸汽清洗清除。
PGM公司副总裁,William Hockenberger之子Todd,解释道,因为研磨大部分工作涉及到纤薄和复杂的工件,车间不断寻找更有效的办法来保护加工的部件。几年前,PGM学习光活化粘合卡具技术(PAAW)——该技术始于宾州州立大学,能有效地解决此棘手的部件。PAAW由Edward De Meter教授创造,并享有两项专利。2012年,De Meter和其他成员成立了蓝色光子技术和卡具系统有限责任公司(Whitehall, Michigan),并向行业和用户推广此技术。
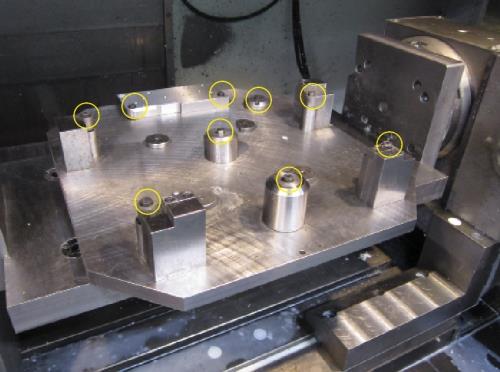
Bray说,使用PAAW系统设计夹具和涉及其他传统夹具类似。很多情况下,车间会创建一个夹具固定板,上面有3个基准点,将部件放在固定板上就可以知道其空间位置。夹持器的数量取决于部件尺寸和结构。将螺纹夹具安装在固定板上方,并具备一个通孔,使紫外光穿过夹持器固化粘合剂。
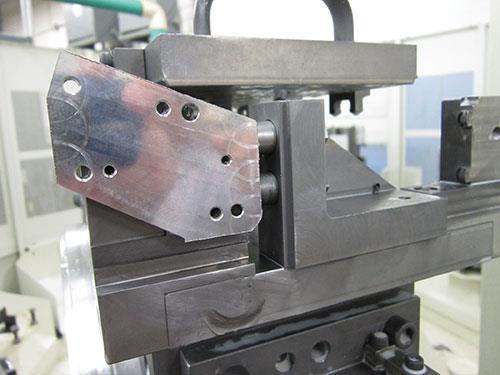
加工完成以后,使用丁字扳手卸下夹持器,旋转夹持器,清除工件的粘合力。从夹具上取下工件,使用便携式蒸汽清洗设备进行清洗操作,清除工件上遗留的固化的粘合剂。工件固定加工之前,须使用金属线尺或直尺将夹持器顶端的粘合剂刮除掉。
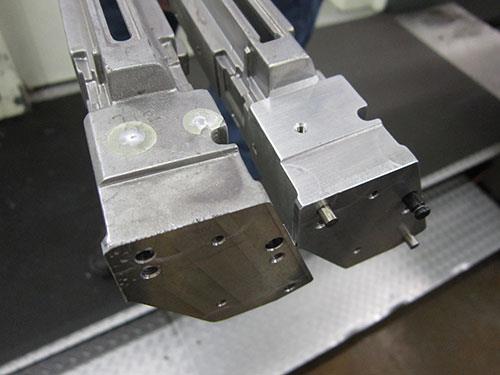
夹持器由坚硬,耐蚀不锈钢材料制成,表面有黑色氧化物。为了重复工作,PGM通常会保持夹具原封不动,夹持器已经安装,将其存放以备后用。否则,夹持器会被拆除,安装在其他夹具上,用于其他工作。这是PGM常的情况,因为车间的新工作持续不断。
文章内容仅供参考
(投稿 )
(7/9/2015)
夹具论坛 畅所欲言吧!