|
жҝҖе…үз„ҠжҺҘжңә |
|
| жҢүиЎҢдёҡзӯӣйҖү |
|
|
| жҢүдә§е“ҒзӯӣйҖү |
|
|
| |
|
жҹҘзңӢжң¬зұ»е…ЁйғЁж–Үз« |
| |
|
|
|
|
жҝҖе…үз„ҠжҺҘиҜҰи§Ј |
|
|
newmaker |
|
еҜјиҜ»пјҡйҡҸзқҖ科еӯҰжҠҖжңҜзҡ„еҸ‘еұ•пјҢиҝ‘е№ҙжқҘеҮәзҺ°дәҶжҝҖе…үз„ҠжҺҘгҖӮйӮЈд№Ҳд»Җд№ҲжҳҜжҝҖе…үз„ҠжҺҘе‘ўпјҹжҝҖе…үз„ҠжҺҘзҡ„зү№зӮ№дёҺдјҳзӮ№еҸҲжңүе“Әдәӣе‘ўпјҹ
дёӢеӣҫжҳҜжҝҖе…үз„ҠжҺҘзҡ„е·ҘдҪңеҺҹзҗҶпјҡ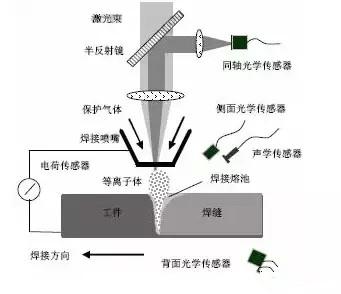
йҰ–е…ҲпјҢд»Җд№ҲжҳҜжҝҖе…үпјҹдё–з•ҢдёҠзҡ„第дёҖдёӘжҝҖе…үжқҹдәҺ1960е№ҙеҲ©з”Ёй—Әе…үзҒҜжіЎжҝҖеҸ‘зәўе®қзҹіжҷ¶зІ’жүҖдә§з”ҹпјҢеӣ еҸ—йҷҗдәҺжҷ¶дҪ“зҡ„зғӯе®№йҮҸпјҢеҸӘиғҪдә§з”ҹеҫҲзҹӯжҡӮзҡ„и„үеҶІе…үжқҹдё”йў‘зҺҮеҫҲдҪҺгҖӮиҷҪ然зһ¬й—ҙи„үеҶІеі°еҖјиғҪйҮҸеҸҜй«ҳиҫҫ106з“ҰпјҢдҪҶд»ҚеұһдәҺдҪҺиғҪйҮҸиҫ“еҮәгҖӮ
жҝҖе…үжҠҖжңҜйҮҮз”ЁеҒҸе…үй•ңеҸҚе°„жҝҖе…үдә§з”ҹзҡ„е…үжқҹдҪҝе…¶йӣҶдёӯеңЁиҒҡз„ҰиЈ…зҪ®дёӯдә§з”ҹе·ЁеӨ§иғҪйҮҸзҡ„е…үжқҹпјҢеҒҮеҰӮз„ҰзӮ№йқ иҝ‘е·Ҙ件пјҢе·Ҙ件е°ұдјҡеңЁеҮ жҜ«з§’еҶ…зҶ”еҢ–е’Ңи’ёеҸ‘пјҢиҝҷдёҖж•Ҳеә”еҸҜз”ЁдәҺз„ҠжҺҘе·Ҙиүәй«ҳ еҠҹзҺҮCO2еҸҠй«ҳеҠҹзҺҮYAGжҝҖе…үеҷЁзҡ„еҮәзҺ°пјҢејҖиҫҹдәҶжҝҖе…үз„ҠжҺҘзҡ„ж–°йўҶеҹҹгҖӮжҝҖе…үз„ҠжҺҘи®ҫеӨҮзҡ„е…ій”®жҳҜеӨ§еҠҹзҺҮжҝҖе…үеҷЁпјҢдё»иҰҒжңүдёӨеӨ§зұ»пјҢдёҖзұ»жҳҜеӣәдҪ“жҝҖе…үеҷЁпјҢеҸҲз§°Nd:YAG жҝҖе…үеҷЁгҖӮNdпјҲй’•пјүжҳҜдёҖз§ҚзЁҖеңҹж—Ҹе…ғзҙ пјҢYAGд»ЈиЎЁй’Үй“қжҹҳжҰҙзҹіпјҢжҷ¶дҪ“з»“жһ„дёҺзәўе®қзҹізӣёдјјгҖӮNd:YAGжҝҖе…үеҷЁжіўй•ҝдёә1.06ОјmпјҢдё»иҰҒдјҳзӮ№жҳҜдә§з”ҹзҡ„е…үжқҹеҸҜд»ҘйҖҡ иҝҮе…үзәӨдј йҖҒпјҢеӣ жӯӨеҸҜд»ҘзңҒеҫҖеӨҚжқӮзҡ„е…үжқҹдј йҖҒзі»з»ҹпјҢйҖӮз”ЁдәҺжҹ”жҖ§еҲ¶йҖ зі»з»ҹжҲ–иҝңзЁӢеҠ е·ҘпјҢйҖҡеёёз”ЁдәҺз„ҠжҺҘзІҫеәҰиҰҒжұӮжҜ”иҫғй«ҳзҡ„е·Ҙ件гҖӮжұҪиҪҰдә§дёҡеёёз”Ёиҫ“еҮәеҠҹзҺҮдёә3-4еҚғз“Ұзҡ„ Nd:YAGжҝҖе…үеҷЁгҖӮеҸҰдёҖзұ»жҳҜж°”дҪ“жҝҖе…үеҷЁпјҢеҸҲз§°CO2жҝҖе…үеҷЁпјҢеҲҶеӯҗж°”дҪ“дҪңе·ҘдҪңд»ӢиҙЁпјҢдә§з”ҹеқҮеҢҖдёә10.6Ојmзҡ„зәўеӨ–жҝҖе…үпјҢеҸҜд»Ҙиҝһз»ӯе·ҘдҪң并иҫ“еҮәеҫҲй«ҳзҡ„еҠҹзҺҮпјҢж Ү еҮҶжҝҖе…үеҠҹзҺҮеңЁ2-5еҚғз“Ұд№Ӣй—ҙгҖӮ
дёҺе…¶е®ғдј з»ҹз„ҠжҺҘжҠҖжңҜзӣёжҜ”пјҢжҝҖе…үз„ҠжҺҘзҡ„дё»иҰҒдјҳзӮ№жҳҜпјҡ
1гҖҒйҖҹеәҰеҝ«гҖҒж·ұеәҰеӨ§гҖҒеҸҳеҪўе°ҸгҖӮ
2гҖҒиғҪеңЁе®Өжё©жҲ–зү№ж®ҠжқЎд»¶дёӢиҝӣиЎҢз„ҠжҺҘпјҢз„ҠжҺҘи®ҫеӨҮиЈ…зҪ®з®ҖеҚ•гҖӮдҫӢеҰӮпјҢжҝҖе…үйҖҡиҝҮз”өзЈҒеңәпјҢе…үжқҹдёҚдјҡеҒҸ移пјӣжҝҖе…үеңЁзңҹз©әгҖҒз©әж°”еҸҠжҹҗз§Қж°”дҪ“зҺҜеўғдёӯеқҮиғҪж–Ҫз„ҠпјҢ并иғҪйҖҡиҝҮзҺ»з’ғжҲ–еҜ№е…үжқҹйҖҸжҳҺзҡ„жқҗж–ҷиҝӣиЎҢз„ҠжҺҘгҖӮ
3гҖҒеҸҜз„ҠжҺҘйҡҫзҶ”жқҗж–ҷеҰӮй’ӣгҖҒзҹіиӢұзӯүпјҢ并иғҪеҜ№ејӮжҖ§жқҗж–ҷж–Ҫз„ҠпјҢж•ҲжһңиүҜеҘҪгҖӮ
4гҖҒжҝҖе…үиҒҡз„ҰеҗҺпјҢеҠҹзҺҮеҜҶеәҰй«ҳпјҢеңЁй«ҳеҠҹзҺҮеҷЁд»¶з„ҠжҺҘж—¶пјҢж·ұе®ҪжҜ”еҸҜиҫҫ5пјҡ1пјҢжңҖй«ҳеҸҜиҫҫ10пјҡ1гҖӮ
5гҖҒеҸҜиҝӣиЎҢеҫ®еһӢз„ҠжҺҘгҖӮжҝҖе…үжқҹз»ҸиҒҡз„ҰеҗҺеҸҜиҺ·еҫ—еҫҲе°Ҹзҡ„е…үж–‘пјҢдё”иғҪзІҫзЎ®е®ҡдҪҚпјҢеҸҜеә”з”ЁдәҺеӨ§жү№йҮҸиҮӘеҠЁеҢ–з”ҹдә§зҡ„еҫ®гҖҒе°ҸеһӢе·Ҙ件зҡ„з»„з„ҠдёӯгҖӮ
6гҖҒеҸҜз„ҠжҺҘйҡҫд»ҘжҺҘиҝ‘зҡ„йғЁдҪҚпјҢж–ҪиЎҢйқһжҺҘи§Ұиҝңй—ҙйҡ”з„ҠжҺҘпјҢе…·жңүеҫҲеӨ§зҡ„зҒөжҙ»жҖ§гҖӮе°Өе…¶жҳҜиҝ‘еҮ е№ҙжқҘпјҢеңЁYAGжҝҖе…үеҠ е·ҘжҠҖжңҜдёӯйҮҮз”ЁдәҶе…үзәӨдј иҫ“жҠҖжңҜпјҢдҪҝжҝҖе…үз„ҠжҺҘжҠҖжңҜиҺ·еҫ—дәҶжӣҙдёәе№ҝжіӣзҡ„жҺЁе№ҝе’Ңеә”з”ЁгҖӮ
7гҖҒжҝҖе…үжқҹжҳ“е®һзҺ°е…үжқҹжҢүж—¶й—ҙдёҺз©әй—ҙеҲҶе…үпјҢиғҪиҝӣиЎҢеӨҡе…үжқҹеҗҢж—¶еҠ е·ҘеҸҠеӨҡе·ҘдҪҚеҠ е·ҘпјҢдёәжӣҙзІҫеҜҶзҡ„з„ҠжҺҘжҸҗдҫӣдәҶжқЎд»¶гҖӮ
дҪҶжҳҜпјҢжҝҖе…үз„ҠжҺҘд№ҹеӯҳеңЁзқҖдёҖе®ҡзҡ„еұҖйҷҗжҖ§пјҡ
1гҖҒиҰҒжұӮз„Ҡ件装й…ҚзІҫеәҰй«ҳпјҢдё”иҰҒжұӮе…үжқҹеңЁе·Ҙ件дёҠзҡ„дҪҚзҪ®дёҚиғҪжңүжҳҺжҳҫеҒҸ移гҖӮиҝҷжҳҜз”ұдәҺжҝҖе…үиҒҡз„ҰеҗҺе…үж–‘е°әйӣЁеҜёе°ҸпјҢз„ҠзјқзӘ„пјҢдёәеҠ еЎ«е……йҮ‘еұһжқҗж–ҷгҖӮиӢҘе·Ҙ件装й…ҚзІҫеәҰжҲ–е…үжқҹе®ҡдҪҚзІҫеәҰиҫҫдёҚеҲ°иҰҒжұӮпјҢеҫҲиҪ»жҳ“йҖ жҲҗз„ҠжҺҘзјәйҷ·гҖӮ
2гҖҒжҝҖе…үеҷЁеҸҠе…¶зӣёе…ізі»з»ҹзҡ„жҲҗжң¬иҫғй«ҳпјҢдёҖж¬ЎжҖ§жҠ•иө„иҫғеӨ§гҖӮ
жҝҖе…үз„ҠжҺҘзҡ„е·ҘиүәеҸӮж•°
пјҲ1пјүеҠҹзҺҮеҜҶеәҰ
еҠҹ зҺҮеҜҶеәҰжҳҜжҝҖе…үеҠ е·ҘдёӯжңҖе…ій”®зҡ„еҸӮж•°д№ӢдёҖгҖӮйҮҮз”Ёиҫғй«ҳзҡ„еҠҹзҺҮеҜҶеәҰпјҢеңЁеҫ®з§’ж—¶й—ҙиҢғеӣҙеҶ…пјҢиЎЁеұӮеҚіеҸҜеҠ зғӯиҮіжІёзӮ№пјҢдә§з”ҹеӨ§йҮҸжұҪеҢ–гҖӮеӣ жӯӨпјҢй«ҳеҠҹзҺҮеҜҶеәҰеҜ№дәҺжқҗж–ҷеҺ»йҷӨеҠ е·ҘпјҢеҰӮ жү“еӯ”гҖҒеҲҮеүІгҖҒйӣ•еҲ»жңүеҲ©гҖӮеҜ№дәҺиҫғдҪҺеҠҹзҺҮеҜҶеәҰпјҢиЎЁеұӮжё©еәҰиҫҫеҲ°жІёзӮ№йңҖиҰҒз»ҸеҺҶж•°жҜ«з§’пјҢеңЁиЎЁеұӮжұҪеҢ–еүҚпјҢеә•еұӮиҫҫеҲ°зҶ”зӮ№пјҢжҳ“еҪўжҲҗиүҜеҘҪзҡ„зҶ”иһҚз„ҠжҺҘгҖӮеӣ жӯӨпјҢеңЁдј еҜјеһӢжҝҖе…үз„ҠжҺҘ дёӯпјҢеҠҹзҺҮеҜҶеәҰеңЁиҢғеӣҙеңЁ 104~106W/cm2гҖӮ
пјҲ2пјүжҝҖе…үи„үеҶІжіўеҪў
жҝҖе…үи„үеҶІжіўеҪўеңЁжҝҖе…үз„ҠжҺҘдёӯжҳҜдёҖдёӘйҮҚиҰҒй—®йўҳпјҢе°Өе…¶еҜ№дәҺи–„зүҮз„ҠжҺҘжӣҙдёәйҮҚиҰҒгҖӮеҪ“й«ҳејәеәҰжҝҖе…үжқҹе°„иҮіжқҗж–ҷиЎЁйқўпјҢйҮ‘еұһиЎЁйқўе°Ҷдјҡжңү60~98%зҡ„жҝҖе…үиғҪйҮҸеҸҚе°„иҖҢжҚҹеӨұжҺүпјҢдё”еҸҚе°„зҺҮйҡҸиЎЁйқўжё©еәҰеҸҳеҢ–гҖӮеңЁдёҖдёӘжҝҖе…үи„үеҶІдҪңз”Ёжңҹй—ҙеҶ…пјҢйҮ‘еұһеҸҚе°„зҺҮзҡ„еҸҳеҢ–еҫҲеӨ§гҖӮ
пјҲ3пјүжҝҖе…үи„үеҶІе®ҪеәҰ
и„үе®ҪжҳҜи„үеҶІжҝҖе…үз„ҠжҺҘзҡ„йҮҚиҰҒеҸӮж•°д№ӢдёҖпјҢе®ғж—ўжҳҜеҢәеҲ«дәҺжқҗж–ҷеҺ»йҷӨе’Ңжқҗж–ҷзҶ”еҢ–зҡ„йҮҚиҰҒеҸӮж•°пјҢд№ҹжҳҜеҶіе®ҡеҠ е·Ҙи®ҫеӨҮйҖ д»·еҸҠдҪ“з§Ҝзҡ„е…ій”®еҸӮж•°гҖӮ
пјҲ4пјүзҰ»з„ҰйҮҸеҜ№з„ҠжҺҘиҙЁйҮҸзҡ„еҪұе“Қ
еӣ дёәжҝҖе…үз„ҰзӮ№еӨ„е…үж–‘дёӯеҝғзҡ„еҠҹзҺҮеҜҶеәҰиҝҮй«ҳпјҢе®№жҳ“и’ёеҸ‘жҲҗеӯ”гҖӮзҰ»ејҖжҝҖе…үз„ҰзӮ№зҡ„еҗ„е№ійқўдёҠпјҢеҠҹзҺҮеҜҶеәҰеҲҶеёғзӣёеҜ№еқҮеҢҖгҖӮзҰ»з„Ұж–№ејҸжңүдёӨз§ҚпјҡжӯЈзҰ»з„ҰдёҺиҙҹзҰ»з„ҰгҖӮз„Ұе№ійқўдҪҚдәҺе·Ҙ件дёҠ ж–№дёәжӯЈзҰ»з„ҰпјҢеҸҚд№ӢдёәиҙҹзҰ»з„ҰгҖӮжҢүеҮ дҪ•е…үеӯҰзҗҶи®әпјҢеҪ“жӯЈиҙҹзҰ»з„Ұе№ійқўдёҺз„ҠжҺҘе№ійқўи·қзҰ»зӣёзӯүж—¶пјҢжүҖеҜ№еә”е№ійқўдёҠеҠҹзҺҮеҜҶеәҰиҝ‘дјјзӣёеҗҢпјҢдҪҶе®һйҷ…дёҠжүҖиҺ·еҫ—зҡ„зҶ”жұ еҪўзҠ¶дёҚеҗҢгҖӮиҙҹзҰ»з„Ұ ж—¶пјҢеҸҜиҺ·еҫ—жӣҙеӨ§зҡ„зҶ”ж·ұпјҢиҝҷдёҺзҶ”жұ зҡ„еҪўжҲҗиҝҮзЁӢжңүе…ігҖӮ
жҝҖе…үз„ҠжҺҘзҡ„еә”з”ЁйўҶеҹҹ
жҝҖе…үз„ҠжҺҘеңЁеҲ¶йҖ иЎҢдёҡгҖҒзІүжң«еҶ¶йҮ‘йўҶеҹҹгҖҒжұҪиҪҰе·ҘдёҡгҖҒз”өеӯҗе·Ҙдёҡд»ҘеҸҠе…¶д»–йўҶеҹҹйғҪжңүе№ҝжіӣзҡ„еә”з”ЁгҖӮ
жҝҖе…үз„ҠжҺҘеңЁжұҪиҪҰеҲ¶йҖ дёҡзҡ„еҸ‘еұ•зҺ°зҠ¶пјҢзј©еҮҸеҰӮдёӢпјҡ
зӣ®еүҚпјҢеҫ·еӣҪеӨ§дј—жұҪиҪҰе…¬еҸёеңЁAudiA6гҖҒGolfA4гҖҒPassatзӯүе“ҒзүҢзҡ„иҪҰйЎ¶еқҮйҮҮз”ЁжҝҖе…үз„ҠжҺҘпјҢе®қ马гҖҒйҖҡз”Ёе…¬еҸёеңЁиҪҰжһ¶йЎ¶йғЁд№ҹйҮҮз”ЁжҝҖе…үз„ҠжҺҘпјҢеҫ·еӣҪеҘ”й©°е…¬еҸёеҲҷйҮҮз”ЁжҝҖе…үз„ҠжҺҘдј еҠЁйғЁд»¶гҖӮ
йҷӨдәҶжҝҖе…үз„ҠжҺҘпјҢе…¶д»–жҝҖе…үжҠҖжңҜд№ҹеҫ—еҲ°дәҶе№ҝжіӣеә”з”ЁпјҡеӨ§дј—гҖҒйҖҡз”ЁгҖҒеҘ”й©°гҖҒж—Ҙдә§е…¬еҸёеә”з”ЁдәҶжҝҖе…үжҠҖжңҜеҲҮеүІиҰҶзӣ–件пјҢиҸІдәҡзү№е’Ңдё°з”°е…¬еҸёеә”з”ЁжҝҖе…үж¶ӮиҰҶеҸ‘еҠЁжңәжҺ’ж°”йҳҖпјҢеӨ§дј—е…¬еҸёеҲҷеҜ№еҸ‘еҠЁжңәеҮёиҪ®иҪҙиҝӣиЎҢжҝҖе…үиЎЁйқўзЎ¬еҢ–еӨ„зҗҶгҖӮ
д»Һ зӣ®еүҚеӣҪеҶ…зҡ„жғ…еҶөжқҘзңӢпјҢеӣҪйҷ…е“ҒзүҢзҡ„еӣҪдә§еҢ–иҪҰеһӢпјҡеё•иҗЁзү№гҖҒжіўзҪ—гҖҒйҖ”е®үгҖҒеҘҘиҝӘгҖҒдёңйЈҺж ҮиҮҙгҖҒзҰҸе…Ӣж–ҜзӯүйғҪе·Із»ҸйҮҮз”ЁжҝҖе…үз„ҠжҺҘжҠҖжңҜпјҢе…¶дёӯдёҖжұҪеӨ§дј—еҘҘиҝӘA6йЎ¶зӣ–е’Ңе®қжқҘеҗҺзӣ– йҮҮз”ЁжҝҖе…үз„ҠжҺҘпјҢйҖҹи…ҫе’ҢйҖ”е®үзҡ„иҪҰиә«жҝҖе…үз„Ҡзјқй•ҝеәҰеҲҶеҲ«иҫҫеҲ°30гҖҒ40mгҖӮжӯӨеӨ–пјҢеӣҪеҶ…иҮӘдё»жұҪиҪҰе“ҒзүҢзҡ„еҚҺжҷЁгҖҒеҘҮз‘һгҖҒеҗүеҲ©жұҪиҪҰд№ҹзӣёз»§еңЁе…¶ж–°иҪҰеһӢдёҠеә”з”ЁжҝҖе…үз„ҠжҺҘжҠҖжңҜгҖӮ
ж”№е–„е’ҢеҸ‘еұ•жҝҖе…үз„ҠжҺҘзҡ„ж–°жҠҖжңҜ
йҡҸзқҖж—¶д»Јзҡ„иҝӣжӯҘпјҢжҝҖе…үз„ҠжҺҘзҡ„жҠҖжңҜд№ҹеңЁдёҚж–ӯеҸ‘еұ•дёӯпјҢд»ҘдёӢеҮ йЎ№жҠҖжңҜжңүеҠ©жү©еұ•жҝҖе…үз„ҠжҺҘзҡ„еә”з”ЁиҢғеӣҙеҸҠжҸҗй«ҳжҝҖе…үз„ҠжҺҘиҮӘеҠЁжҺ§еҲ¶ж°ҙе№ігҖӮ
1гҖҒеЎ«е……з„ҠдёқжҝҖе…үз„Ҡ
жҝҖ е…үз„ҠжҺҘдёҖиҲ¬дёҚеЎ«е……з„ҠдёқпјҢдҪҶеҜ№з„Ҡ件装й…Қй—ҙйҡҷиҰҒжұӮеҫҲй«ҳпјҢе®һйҷ…з”ҹдә§дёӯжңүж—¶еҫҲйҡҫдҝқиҜҒпјҢйҷҗеҲ¶дәҶе…¶еә”з”ЁиҢғеӣҙгҖӮйҮҮз”ЁеЎ«дёқжҝҖе…үз„ҠпјҢеҸҜеӨ§еӨ§йҷҚдҪҺеҜ№иЈ…й…Қй—ҙйҡҷзҡ„иҰҒжұӮгҖӮдҫӢеҰӮжқҝеҺҡ 2mmзҡ„й“қеҗҲйҮ‘жқҝпјҢеҰӮдёҚйҮҮз”ЁеЎ«е……з„ҠдёқпјҢжқҝжқҗй—ҙйҡҷеҝ…йЎ»дёәйӣ¶жүҚиғҪиҺ·еҫ—иүҜеҘҪзҡ„жҲҗеҪўпјҢеҰӮйҮҮз”ЁПҶ1.6mmзҡ„з„ҠдёқеҒҡдёәеЎ«е……йҮ‘еұһпјҢеҚідҪҝй—ҙйҡҷеўһиҮі1.0mmпјҢд№ҹеҸҜдҝқиҜҒз„Ҡ зјқиүҜеҘҪзҡ„жҲҗеҪўгҖӮжӯӨеӨ–пјҢеЎ«е……з„ҠдёқиҝҳеҸҜд»Ҙи°ғж•ҙеҢ–еӯҰжҲҗеҲҶжҲ–иҝӣиЎҢеҺҡжқҝеӨҡеұӮз„ҠгҖӮ
2гҖҒе…үжқҹж—ӢиҪ¬жҝҖе…үз„Ҡ
дҪҝ жҝҖе…үжқҹж—ӢиҪ¬иҝӣиЎҢз„ҠжҺҘзҡ„ж–№жі•пјҢд№ҹеҸҜеӨ§еӨ§йҷҚдҪҺз„Ҡ件装й…Қд»ҘеҸҠе…үжқҹеҜ№дёӯзҡ„иҰҒжұӮгҖӮдҫӢеҰӮеңЁ2mmеҺҡй«ҳејәеҗҲйҮ‘й’ўжқҝеҜ№жҺҘж—¶пјҢе…Ғи®ёеҜ№зјқиЈ…й…Қй—ҙйҡҷд»Һ0.14mmеўһеӨ§еҲ° 0.25mmпјӣиҖҢеҜ№4mmеҺҡзҡ„жқҝпјҢеҲҷд»Һ0.23mmеўһеӨ§еҲ°0.30mmгҖӮе…үжқҹдёӯеҝғдёҺз„Ҡзјқдёӯеҝғзҡ„еҜ№еҮҶе…Ғи®ёиҜҜе·®д»Һ0.25mmеўһеҠ иҮі0.5mmгҖӮ
3пјҺжҝҖе…үз„ҠжҺҘиҙЁйҮҸеңЁзәҝжЈҖжөӢдёҺжҺ§еҲ¶
еҲ©з”ЁзӯүзҰ»еӯҗдҪ“зҡ„е…үгҖҒеЈ°гҖҒз”өиҚ·дҝЎеҸ·еҜ№жҝҖе…үз„ҠжҺҘиҝҮзЁӢиҝӣиЎҢжЈҖжөӢпјҢиҝ‘е№ҙжқҘе·ІжҲҗдёәеӣҪеҶ…еӨ–з ”з©¶зҡ„зғӯзӮ№пјҢе°‘ж•°з ”з©¶жҲҗжһңе·ІиҫҫеҲ°дәҶй—ӯзҺҜжҺ§еҲ¶зҡ„зЁӢеәҰгҖӮ(end)
|
|
| ж–Үз« еҶ…е®№д»…дҫӣеҸӮиҖғ
(жҠ•зЁҝ)
(6/15/2015) |
|
| жӯҰжұүеҚҺе·ҘжҝҖе…үе·ҘзЁӢжңүйҷҗиҙЈд»»е…¬еҸёиҒ”зі»ж–№ејҸпјҡ
|
| зҪ‘еқҖпјҡ |
http://www.hglaser.com http://mall.hglaser.com
|
з”өиҜқпјҡ86 -27 -87180452 |
| ең°еқҖпјҡ |
дёӯеӣҪВ·ж№–еҢ—В·жӯҰжұүдёңж№–й«ҳж–°жҠҖжңҜејҖеҸ‘еҢәеҚҺдёӯ科жҠҖеӨ§еӯҰ科жҠҖеӣӯеҚҺе·Ҙ科жҠҖжҝҖе…үдә§дёҡеӣӯ |
|
|
|
еҜ№ жҝҖе…үз„ҠжҺҘжңә жңүдҪ•и§Ғи§ЈпјҹиҜ·еҲ° жҝҖе…үз„ҠжҺҘжңәи®әеқӣ з•…жүҖж¬ІиЁҖеҗ§пјҒ
|