|
车刀/镗刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
车削加工中的机械负荷和切削槽型 |
|
|
作者:山高刀具集团 Patrick de Vos |
|
在金属切削过程中,刀具将使材料发生变形,直至以切屑的形式被切除。 该变形过程需要消耗大量能量,并且刀具将承受各种机械、热、化学和摩擦负荷。此类负荷最终会导致刀具 出现损耗,并磨损或失效。因此,要实现良好的金属切削加工过程必须要平衡刀具切除金属时消耗的能量和 刀具稳定承载切削负荷的能力。
正确地了解并处理切削参数、刀具槽型、刀具材料和其他因素之后,机械工程师就能实现高效、经济的金属切削工艺。机械负荷在车削加工中比较稳定,而在铣削中则会从小到大再到小不断变化。本次分析将集中介绍车削操作中的参数和刀具槽型,稍后将探讨铣削中的不同问题。
加工负荷
作用于切削刀具的负荷分为四个基本类别:机械、热、化学和摩擦。
机械压力会加快刀具的磨损和失效。加工零件中的气孔或夹渣所造成的断续切削会产生冲击负荷,从而导致刀具崩刃或破损。
由于工件材料变形而产生的热负荷会产生热量,导致温度上升到 800-900 摄氏度,从而造成刀具变形和变钝。
热与压力的结合还会促使切削材料与工件材料之间发生化学变化,从而产生扩散或深坑形式的磨损。
刀具与切屑之间的摩擦力会产生摩擦磨损和冲蚀磨损,也就是摩擦负荷的结果;通过对表面彼此之间的接触进行摩擦学检查,可确定它们在特定的温度和压力下将对彼此的形状变化造成多大的影响。
四种负荷类别并非独立作用,而是相互作用并影响综合的效果。所用机床的功率、机床和零件紧固装置的刚性,甚至是机床操作者的技能,都会影响加工效果。负荷的相互作用会产生各种结果,并且最终都会导致刀具出现损耗并磨损或失效。
刀具使用寿命终结的速度和可预见性取决于刀具承受所产生负荷的能力。为尽量延长刀具使用寿命并确保工艺安全性,必须在一定时间内将加工负荷降至低于刀具负荷承受能力的水平。影响该能力的关键因素包括刀具的切削槽型以及切削材料和镀层。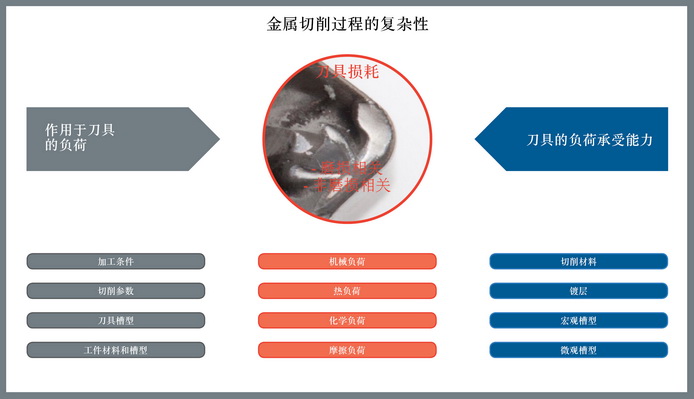
主动解决问题
为确保经济高效,机械加工车间需要努力缩短用于机床设置、刀具装卸和工件装卸的时间以及其他空闲时间。但是,空闲时间时很少会将解决问题的时间包含在内。在加工开始之前主动应用适当的刀具槽型和切削参数,可以有效缩短问题诊断和解决的时间。
可加工性
主动的进行计划是为了最大程度提高工序的可加工性。传统的可加工性定义主要集中在特定工件材料上,并采用比例因子来测量该特定工件材料相比基准材料的加工难度。
但是在本次讨论中,可加工性定义为在提高单位功率金属切除率方面 需要达到的目标。这是在最高生产率和最低成本条件下,金属切削操作可以达到的可靠性程度。
提高加工速度的简化方法是改善切削条件,即切削深度、进给和切削速度。但是,改善加工条件会对切削刀具承受的负荷造成一些影响。在本次分析中,我们将着重探讨机械负荷。
必须知道,切削刀具上的机械负荷与切削力并不是一回事。可以将机械负荷理解为压力(单位表面积受到的力)。高切削力在较大面积上扩散,刀具承受的负荷就相对较小。另一方面,即使是较低的切削力,如果集中在刀具的极小一部分上,也可能会导致出现负荷问题。切削力受工件材料、刀具槽型和影响。反过来,切削力又会影响能耗、振动、工件公差和刀具使用寿命。 
切削参数的影响
切削深度、进给和切削速度的处理会对刀具负荷产生不同的影响。切削深度加倍会使切削力加倍,但是也会使切削刃作用于切削的长度加倍,因此单位切削刃长度所承受的负荷仍将保持相同。切削力还将随着进给量的提高而提高,但程度较低且无线性关系。提高进给量对切削力的影响并不像加大切削深度那么大,因为提高进给量增加的是切屑厚度而不是刀具的切削长度。这样会大大增加切削刃的负荷。
在加快切削速度时,切削力通常会保持不变,但是功率要求将会升高;根据基本机械公式计算,功耗等于力乘以速度。实际上,中等切削速度范围内的切削力一般都会保持不变。但是研究和实际经验表明,切削力在切削速度降低时将会升高,并在切削速度加快时将会降低。在低速度下,可能会由于积屑瘤而导致切削力增加,而积屑瘤本身就表示切削速度不恰当。根据柏林大学卡尔-萨洛蒙博士在上世纪二三十年代得出的研究结果,切削温度会随着切削速度上升而上升,但是随着速度的进一步上升将会下降。涉及到真正的高速加工领域时,这些结果也同样有效,但是原因和结果有所不同,这是另一个讨论主题。
太快的切削速度会导致不可控的切屑形成、极快的刀具磨损以及可能会使刀具碎裂或破裂的振动,从而降低工艺的可靠性。实际结论表明,更高的进给率和切削厚度与中低等切削速度相结合时,最有可能提高操作的安全性和可靠性。如果切削厚度和进给率低到足以限制切削力的程度,则更高的切削速度可以提供更高的生产率。 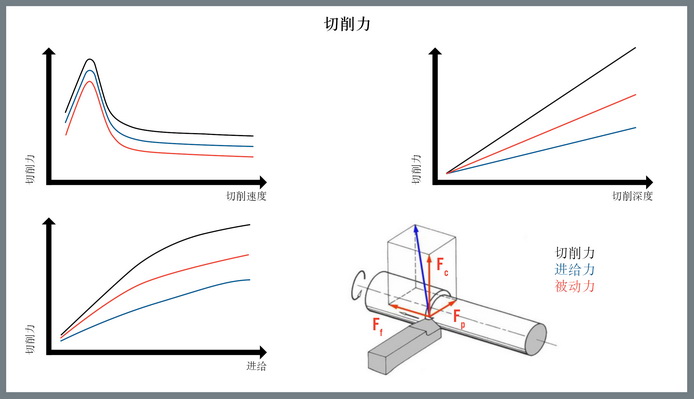
通过刀具槽型来解决问题
大家普遍都认为,提高金属切削生产率及解决问题需要采用更先进的切削刀具材料,例如新的硬质合金材质等级、镀层、陶瓷和 PCBN。不断改善刀具材料技术具有无可争辩的价值。但是,单独依靠新切削材料来解决问题必然会起到反作用,可能会走入死胡同。例如,如果导致刀具破裂问题的原因是机械负荷过重,则解决方法是选择一种更强壮的切削刀具材料。但是如果已无法找到更强壮的材料,也就无路可走了。
在主动解决问题的过程中,刀具槽型的作用并未引起重视。改变刀具槽型时,会以一种积极的方法改变变形材料的流动。例如,当预测切削力的公式(参见侧边栏)提示结果机械负荷将会较高时,从一开始就使用较锋利的槽型可以降低切削力,并在问题发生之前尽量加以避免。使用不同的刀具槽型来改变切屑流向时,还可以使化学、热和摩擦负荷的量和影响发生积极变化。
刀具槽型的元素
刀具的槽型包括其宏观和微观层面的形状和尺寸。在宏观方面,切削刀片的基本大小和形状决定了其强度。作用于较大刀片的切削力与作用于较小刀片的相同切削力相比,会导致更轻的负荷。较大且坚固的刀片有助于实现更高生产率的进给率和切削深度。但是,大刀片可能无法用于加工较小的零件特征。对于刀片形状,也存在类似的考虑因素。圆形刀片具有最高的强度,而 90 度刀尖角方形刀片的强度也要高于 35 度刀尖角的金刚石刀片。但是,圆形刀片可切削的零件轮廓种类要少于 35 度刀具。在强度与应用灵活性之间,需要作出一定的权衡。
另一个槽型因素涉及到刀具如何进入工件,这取决于切削刃角度、刃倾角和刀具前角。如果刀具顶面(前刀面)与加工表面垂直,则会将刀具前角视为负数。切削力将传递至刀具的本体或最强壮部分。另一方面,当切削刃从工件表面向后倾斜时,会将刀具前角视为正数。切削力集中在刀刃上,但此处不如本体强壮。此外,以正前角插入的刀片的后刀面必须具有楔角或后角,这样会进一步降低刀具强度。
负前角加工可以有效处理较强壮材料(例如钢和铸铁),但是也会产生更大的切削力,这样可能会限制切屑流动,而在刚性较低的机床、夹具或工件中也可能会导致振动。正前角产生的切削力较小,切屑流动也更自由,但刀具更容易崩刃或破损,并且切屑也可能无法控制。正前角切削适用于需要锋利切削刃的粘性材料和超级合金。
断屑槽型
车削刀片断屑槽型由三个基本部分组成:切削刃轮廓、切屑控制轮廓或排屑槽,以及切削刃与刀屑槽之间的倒棱。切削刃轮廓开始切屑的剪切过程;排屑槽决定了切屑的形成方式;倒棱负责管理两者之间的过渡。所有三个部分都会影响刀具所产生切削力的大小。。
切削刃可以是锋利的、倒钝的、倒圆或带倒角的。每种不同的轮廓都各有好处,效果也各有不同。在某些情况下,锋利的切削刃可提供更长的刀具使用寿命。但是,工件、机床和夹具必须坚固且稳定,否则切削刃在受到不均匀的力时会容易碎裂。倒圆和带倒角的切削刃可以提高强度级别,并增强抗崩刃和破损的能力。
极其普遍的情况是,最适合切削钢材(对韧性要求较高)的刀具都有着较强壮的切削刃;最适合切削不锈钢(一般具有粘性)的刀具都有较锋利的切削刃。当然也可以用锋利切削刃来切削钢材,或者使用强壮切削刃来切削不锈钢,但是必须进行调整,并且生产率可能不会太高。机械工程师可能需要在更灵活的多用途刀具与优化用于某些工件材料应用的刀具之间进行选择。
值得注意的是,极锋利的切削刃并不一定能提供最佳的表面粗糙度。通常需要让切削刃工作一段时间,才能达到最佳结果。打个比方,就好像使用锋利的小刀来削苹果皮。最锋利的刀可能会更难削皮,因为刀锋可能会刺入果肉内,而不仅仅是揭起果皮。绝对锋利的金属切削刀具很大程度上也会如此,可能会被拉入工件并造成表面粗糙度较差。只有在经过轻微磨损之后,才能提供最好的表面粗糙度。
切削刃与断屑槽型之间的倒棱可以配置为正值或负值。如果使用正值倒棱,则可以使用更快的切削速度,并降低切削温度和磨损。但是,正值倒棱也会将应力集中在更小面积上,可能导致更快的磨损和崩刃。反之,负值或基本为平面的倒棱会引导切削材料穿过更宽的区域,这样可以保护刀片,但也会增大切削力、热生成和磨损。
断屑槽的槽型存在类似的两面性。开放或平底轮廓可以减轻切屑变形并产生较小的切削力。封闭或更窄小的轮廓可以更精确地卷曲切屑,但更大的变形会产生更高的切削温度。
开放或平底断屑槽型的设计可最大程度地增加切屑与刀具之间的接触,并在更宽的区域分配切削力。如果切削力较高,则开放槽型将产生较低的机械负荷,刀片崩刃或破损的风险也会更低。但是,开放槽型产生的切屑会更长。如果切屑不受控制并导致清理出现问题,则会给工件、机床或操作人员造成危险,而封闭断屑槽型可以解决此问题。
另一方面,封闭断屑槽型可以卷曲切屑以使其断裂为更小的碎片。但是,此结果的代价是切削压力更高。切屑太短可能会损坏切削刃,并导致刀具使用寿命缩短。即使切削力较低,机械负荷也仍然可能会较大。封闭槽型最适用于切削力较轻的情况,比如精加工因为其切削深度和进给率都较低。机械工程师需要找到一种折衷方案,确定在切屑仍然可控的情况下可以使用的最宽槽型。
在选择切屑控制槽型时,所加工的材料是关键所在。例如,铝可能需要封闭切屑控制槽型以可靠地切断较长的切屑,而铸铁产生的较短切屑则一般需要最小甚至是不带切屑形成功能的几何槽型。
在切削参数方面,更快的进给率一般都会产生更短的切屑,而较小的切削深度通常会产生更长的切屑。切削速度可能是切屑控制的重要影响因素,具体取决于工件材料。目标在于控制机械负荷的所有影响因素,在产生可接受切屑的情况下尽量减轻甚至是避免刀具崩刃和破损。 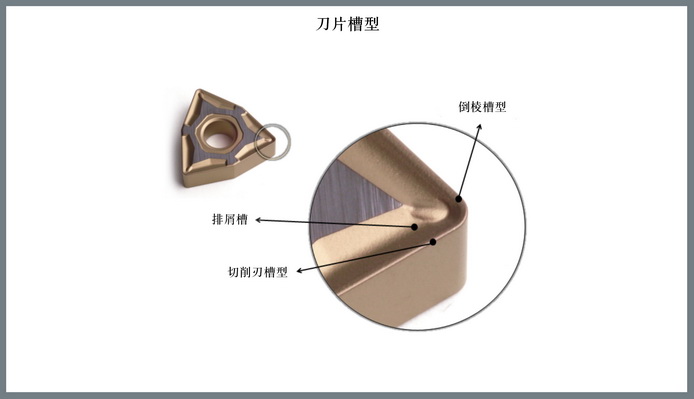
槽型开发和应用
为充分利用刀片槽型的能力来重塑材料流动,切削刀具制造商针对粗加工或精加工等特定工序开发了各种槽型。不同的配置以及切削刃、倒棱和断屑槽型的组合经过设计,适用于不同的应用领域和工件材料。
Seco 的 M3 和 M5 槽型就是不错例子,是为了在既定操作和材料中达到所需效果而设计的不同刀具槽型。M3 槽型的设计属于中等粗度加工通用型刀具,适用于范围广泛的工件材料和切削参数。但是,较高级别的机械负荷可能需要切换至 M5 槽型,该槽型设计用于较高进给的粗加工工序,强度高而产生的切削力较低。。通过选用适用于特定加工条件的槽型,可以尽量减少破损情况并提高操作可靠性。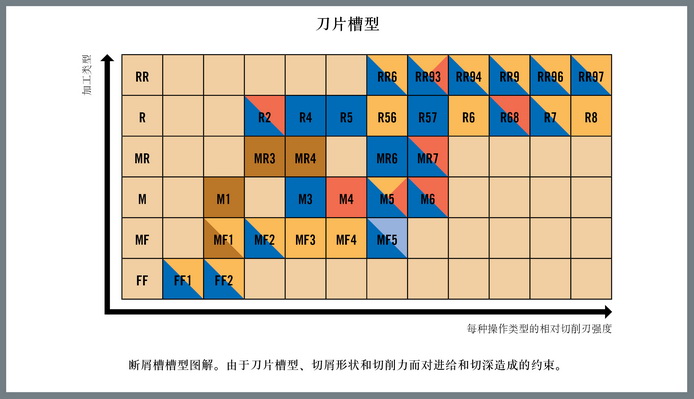
结论
加工期间的刀具损耗是不可避免的,它贯穿着刀具使用寿命的始终。如果刀具使用寿命缩短至不可接受、刀具崩刃或破损,或者磨损或失效变得无法预计,则机械工程师可以对刀具槽型和切削条件进行调整,以尽量提高生产率并延长刀具使用寿命。但即使这些努力都成功发挥了作用,刀具损耗也仍然会贯穿其始终。目标在于建立一种新的损耗模式:使损耗尽量变慢且可预计。
Sidebar
切削力预计
可以使用德国生产工艺和机床研究所 (IFW) 奥托-金茨勒博士在上世纪五十年代开发的切削力计算公式,对切削参数的相互作用及平衡进行建模。通过该公式所预计的切削力级别,机械工程师可以主动在切削刀具上应用槽型和其他因素,并对负荷进行控制。该公式采用基于材料的常量 kc11,这是在特定材料上切削一片面积为 1 mm2、厚度为 1 mm 的区域所需的单位切削力(测量单位为 N/mm2)。在公式 Fc =kc11*b*h 1-MC 中,切削力 (Fc) 等于 kc11 常量乘以“b”(切削的切屑宽度/深度),再乘以“h”(切屑厚度/进给率)和功率系数指数 1-mc,该指数将结合考虑切削刀具的槽型和工件材料。 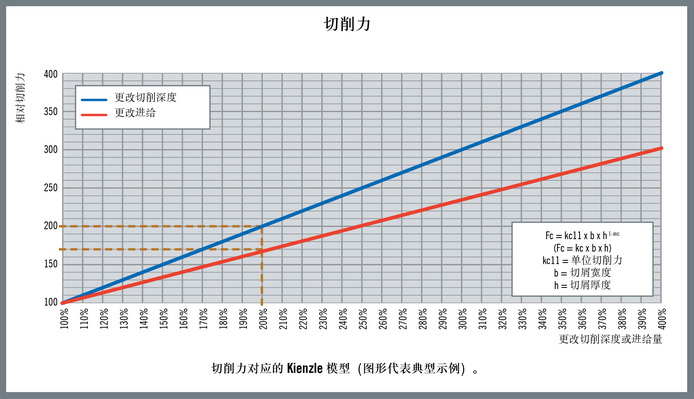
|
|
| 文章内容仅供参考
(投稿)
(5/7/2015) |
对 车刀/镗刀 有何见解?请到 车刀/镗刀论坛 畅所欲言吧!
|