|
车刀/镗刀 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
华菱超硬立方氮化硼刀具BN-K1牌号可高效加工铸造轧辊 |
|
|
newmaker |
|
轧辊是轧钢机上的主要零部件,也是主要消耗零部件,属于铸造件,尤其是大型轧辊常出现铸造问题,而且硬度高难加工,余量不均,表面不规整,故在加工过程中就成了难题,之后华菱超硬研制的非金属粘合剂立方氮化硼刀具BN-K1材质有效的解决了铸造轧辊难加工的问题。
一、轧辊的特性及热处理工艺
在轧钢厂轧制机上利用一对或一组轧辊滚动时产生的压力来轧碾钢材。由于轧辊需承受轧制时的动静载荷,磨损和温度变化,故轧辊需保证以下特性(1)较高的硬度;(2)良好的耐磨性;(3)良好的抗冲击性能,抗热裂性能。
轧辊的热处理工艺:轧辊在粗加工之前需进行退火处理,消除内应力;粗加工之后进行淬火+回火,提高轧辊表面硬度。获得良好的使用性能。经过热处理后的轧辊一般硬度会在HRC45以上,有的甚至高达HRC60,比较难加工。
二、如何选择刀具材料加工铸造轧辊
由于轧辊属于铸造成型,在加工过程中选择的刀具材料很重要,不仅要高硬度、强度,良好的耐磨性,而且要求良好的抗冲击性能。对于HRC45以下的轧辊建议使用硬质合金刀具(YG6、YG6X);对于HRC45以下的轧辊,建议使用陶瓷刀具和立方氮化硼刀具,其中陶瓷刀具由于脆性大只适合精加工工序,传统的立方氮化硼刀具同样适合精加工工序,但华菱超硬立方氮化硼刀具BN-K1材质就不同,它不仅可粗加工铸造轧辊表面,而且可以大余量加工,断续加工不崩刀。
华菱超硬研制的BN-K1材质属于非金属粘合剂立方氮化硼刀具,在保证了传统立方氮化硼刀具的硬度和耐磨性的基础上,提高了BN-K1材质的抗冲击性能,粗、精加工可一把刀完成,节约了加工成本,提高了加工效率。
三、华菱超硬立方氮化硼刀具总结的常用车刀型号及常用刀片型好
1、车轧辊常用机夹车刀型号选择:
大型轧辊常采用重型轧辊车床加工,重型轧辊常用机夹刀柄40*40刀方;常用刀杆角度为45度机夹车刀和圆弧车刀。部分小型轧辊亦采用25*25机夹刀柄和32*32机夹刀柄。机夹刀柄的主偏角根据轧辊“长径比”选择,细长轧辊常用90度或75度机夹车刀,“粗壮”轧辊常用45度或圆弧车刀加工。
2、车轧辊根据切削余量和加工状况选择立方氮化硼刀片型号:
选用BN-K1材质立方氮化硼刀片加工铸铁轧辊时,一般使用RNMN200800,RNUN200800,RNMN150700,RNUN160800,RNUN150716,RNMN150716尺寸型号。
下图为机夹车刀刀杆和相对应的刀片图样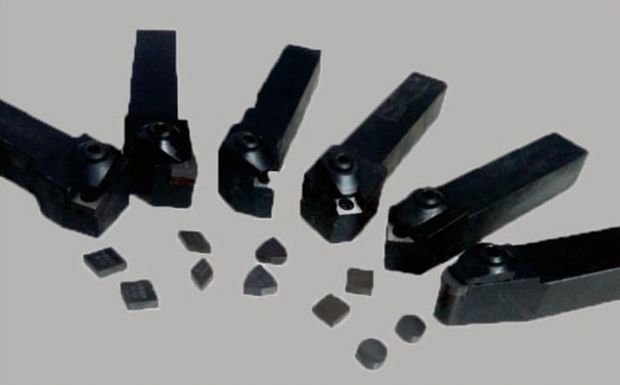
四、华菱超硬立方氮化硼刀具BN-K1材质加工铸造轧辊的切削参数
其中合金铸铁和冷硬铸铁选择的是BN-K1材质,铸造高速钢选择的是BN-S20材质,BN-S20材质同样属于非金属粘合剂立方氮化硼刀具,抗冲击性能更好,适合加工铸钢/锻钢件,其BN-K1材质主要用于铸铁件的加工,以上两种刀具材质粗、精加工均可以。
下面是华菱超硬立方氮化硼刀具BN-K1牌号加工铸铁轧辊的案例(如下图)
加工材质:高镍铬合金铸铁轧辊;硬度:HSD80;刀具牌号:BN-K1;加工方式:干式切削;切削参数:ap=4mm,Fr=1mm,Vc=55m/min。加工效果:与欧系品牌陶瓷刀片相比:在进给量高于陶瓷刀具2倍的基础上,单刃寿命是陶瓷刀片的6倍。
五、总结
随着现代技术的不断发展,越来越多的难加工材料出现在加工现场,为了获得图纸要求尺寸和精度,机械制造商一直在寻找可高效加工难加工材料的刀具。这对于刀具行业来,只要研制出新的高硬度高耐磨性,高抗冲击性的刀具材料或刀具牌号,才能更好的推动机械制造业的发展。(end)
|
|
| 文章内容仅供参考
(投稿)
(4/17/2015) |
对 车刀/镗刀 有何见解?请到 车刀/镗刀论坛 畅所欲言吧!
|