刀具相关产品 按行业筛选
请选择行业
----------------------
-全部行业
------------------
-机床与金属加工设备
-刀具/量具/夹具/磨具
-模具设计与制造
-塑料机械/橡胶机械
-通用机械/化工机械
-工程机械/建材机械
-交通运输/海工装备
-农业机械
-食品机械/烟草机械
-包装机械
-印刷机械/广告设备
-纺织机械
-木工/造纸/环保/医疗设备
-物流设备
-智能楼宇/安防设备
-炉窑/热处理设备
-五金工具
------------------
-工业自动化
-佳工激光网
-仪器/仪表/衡器
-电力设备
-电子/通讯/办公文具
-家电/照明/健康设备
------------------
-基础件/通用件
-标准件
-工业原材料
-电子元器件及材料
-包装材料
------------------
-CAD/CAM/PDM/PLM
-ERP/制造业信息化
-管理咨询/认证
-服务/培训/工业设计
按产品筛选
----------------------
-本行业全部文章
--------------------
切削刀具 --------------------
-车刀/镗刀
-钻头/丝锥/板牙
-铣刀
-铰刀/拉刀/切齿刀
-刀具相关产品
--------------------
-量具
-夹具
-磨具磨料
查看本类全部文章
微纳织构涂层刀具研究进展
作者:山东大学机械工程学院 张克栋
金属切削过程是指将工件上多余的材料层,通过切削加工被刀具 切除,成为切屑,从而得到所需要的零件几何形状的过程,此过程中始终存在着刀具切削工件和工件材料抵抗切削的矛盾,从而产生一系列物理现象,如切削变形、切削力、切削热与切削温度以及工件材料的黏着和刀具磨损等[1]。因机械、热磨损而引起的刀具快速失效早已成为制约切削加工技术发展的一个重要因素。磨损始于材料表面,表面性能是决定其耐磨性能的关键,利用表面工程技术提高材料耐磨损性能一直是研究的热点。
模具 和耐磨零部件等都可以进行表面涂层处理,提高其表面硬度抗高温氧化性及耐磨性等,从而大幅提高涂层产品的性能和使用寿命。涂层刀具按涂层种类可分为硬涂层刀具和软涂层刀具。硬涂层刀具是在韧性较好的刀具基体上,沉积一层或多层耐磨性好的难熔化合物,如一些金属的氮化物、碳化物、氧化物、硼化物以及金刚石等,使刀具结合了基体高强度、高韧性和涂层高硬度、高耐磨性的优点,提高了刀具的耐磨性,而不降低其整体韧性,可以有效提高刀具寿命。软涂层刀具是指在刀具表面通过涂层的方法沉积一层具有低的剪切强度和摩擦系数的固体润滑剂,如MoS2、WS2、石墨、软金属镍、锡、BN、石蜡等,这些具有低剪切强度的固体润滑剂易附着于摩擦表面,从而可在切削过程中起到减磨作用。涂层刀具通用性广,加工范围显著扩大,使用涂层刀具可以获得明显的经济效益,涂层刀具已经成为现代刀具的标志,也是刀具技术发展的重要方向[2],在刀具中的使用比例已超过50%。但传统涂层刀具仍存在着一些不足之处,比如硬涂层刀具的刀具/切屑接触区的摩擦系数较大,导致切削力、切削温度较高;软涂层刀具的软涂层较易磨损,磨损后难以补充,一旦磨损或脱落,涂层作用就将失效,刀具寿命较低;由于涂层厚度较薄,很容易产生尺寸效应等。
微纳织构涂层刀具的制备
磨料 射流加工[16]、电火花加工[17-18]、激光加工[19-20]、反应离子刻蚀[21]、光刻技术[22-23]等,而涉及切削刀具的表面织构加工方法主要有电火花加工、光刻技术、激光加工技术。电火花加工是一种利用工具电极与工件电极之间脉冲性火花放电产生的电腐蚀现象来蚀除工件材料,以获得一定的加工形状的非接触加工方法。电火花加工方法能够满足用传统机械加工方法难于加工的硬质合金等材料的成型加工,并适用于深孔加工及复杂形状造型。光刻技术是一种利用照相复制与化学腐蚀相结合,在工件表面制备微细薄层图形的加工方法。该技术多用于半导体元器件及集成电路的制作加工,文献报道最近有研究学者已将光刻技术引入了切削刀具表面织构的制备。激光加工是一种利用激光束照射工件表面,使材料融化、气化的加工方法。激光加工方法因能量密度高、加工可控性好、加工速度快以及易实现精密加工等优点,广泛应用在制造业的诸多领域。在目前已报道的切削刀具表面织构的加工方法中,激光加工技术的应用最为广泛。
2 CTT刀具
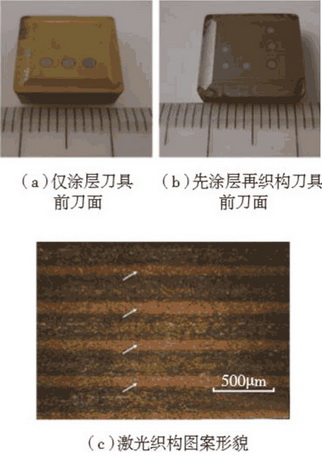
作者曾利用激光加工方法与PVD方法制备了CTT刀具。首先利用PVD方法在硬质合金刀具表面涂覆厚度为2μm的TiAlN硬质涂层,然后利用钛宝石飞秒激光在涂层刀具表面前刀面加工出两种深度为120nm,间距为650nm的纳织构图案,制备出的TiAlN涂层纳织构刀具如图5所示。
微纳织构涂层刀具的切削性能及其作用机理
Obikawa等[23]利用光刻技术在硬质合金车刀 前刀面加工了4种微织构(垂直于主切削刃的微凹槽阵列、平行于主切削刃的微凹槽阵列、微方坑阵列和微凸点阵列),在织构表面涂覆了类金刚石薄膜(DLC)或氮化钛(TiN),制备了微织构涂层刀具。使用该微织构涂层刀具进行直角切削A6061铝合金的试验研究,结果表明,在使用切削液 润滑条件下,平行于主切削刃的微凹槽阵列和微凸点阵列两种织构形式的微织构涂层刀具相比未织构的普通刀具能够有效降低前刀面的摩擦系数和摩擦力;单元织构宽度的减小和织构深度的增加都将有助于提高涂微织构层刀具的切削性能。
铣刀 片前刀面加工了微纳织构,然后在刀具表面涂覆类金刚石薄膜(DLC),制备了微纳织构DLC涂层刀具。使用该刀具进行铣削A5052铝合金的试验结果表明,在润滑液作用下,微纳织构涂层刀具相比普通刀具具有良好的抗粘结能力;微纳织构刀具的抗粘结作用与织构的结构形式有关,带状微纳织构刀具的抗工件材料粘结的效果优于均匀分布微纳织构刀具。
结束语
文章内容仅供参考
(投稿 )
(如果您是本文作者,请点击此处 )
(4/15/2015)
刀具相关产品论坛 畅所欲言吧!