移动设备例如智能手机和平板电脑正在以迅猛的速度增长。由于移动设备变得越来越小,速度越来越快,重量越来越轻,价格越来越便宜,同时也越来越多功能,并且更复杂,因而零部件的制造也向小型化和精密化发展。对于一些关键的零部件,如半导体芯片、微电子封装、触摸显示屏和印刷电路板(PCBs),它们将继续面临挑战,例如提高良品率和生产率,同时还要降低成本。这推动了激光在移动设备制造中的广泛应用。由于设备日益复杂,因而需要更多和更复杂的制造工艺,同时对激光光源的研究进展也提出了更高要求。
用波长和脉冲宽度更短以及低的M2(光束质量)的激光器能创造一个聚焦更集中的光斑,并能保持最小的热影响区(HAZ),从而实现更精密的微加工。高的能量吸收,尤其是在紫外(UV)波长和短脉冲范围,材料将被迅速汽化,从而减少热影响区和炭化。较小的聚焦光斑可以实现精度较高、尺寸较小的加工。高功率、高脉冲重复频率(PRF)、脉冲整形和脉冲分裂都可以为提高微加工的生产率做出贡献。持续的较高的脉冲稳定性能确保过程的可重复性,帮助实现更高的良品率。
传统的紫外Q开关二极管泵浦固体(DPSS)激光器能合理地满足精密制造的要求,但是它们在实现更高的加工速度和较高的微加工质量方面还有所欠缺。提高加工速度的常用方法是在保持其他工艺参数不变的同时提高激光的脉冲重复频率。然而,对于典型的Q开关DPSS激光器来说,这是不可能实现的。这些激光器的平均功率和脉冲能量会随着脉冲重复频率的增加而迅速下降。此外,在脉冲重复频率较高时,激光脉冲宽度和脉冲能量波动往往会大幅增加。
为了克服这些限制,需要研发新的激光技术,因此Spectra-Physics公司在2013年推出了一款独特的高功率和短脉冲宽度的高重复频率紫外混合光纤激光器,功率为40W(250kHz、355nm波长),之后又在2014年扩展到60W(200-300kHz),并在平均功率和脉冲能量方面都有提高。同时,它的最小脉冲宽度从5ns下降至2ns,最大的脉冲重复频率从500kHz增至3.5MHz。这些输出特性为工程师们提供了新的物理条件来实现更广阔的激光工艺参数空间。
本文将高脉冲重复频率下,高功率和独立可调的紫外激光脉冲宽度以及先进的脉冲调控技术结合起来,并将其应用于各种微电子材料的微加工中,包括硅(在芯片制造中的应用)、氧化铝(在微电子封装制造中的应用)、玻璃(触摸显示屏制造中的应用)和铜(印刷电路板和微电子封装制造中的应用)。
半导体制造中的硅刻划
用激光刻划硅片可以替代传统的精密锯切割。由于晶片变得越来越薄,同时激光变得更强大,因而和锯切割相比,激光的优势进一步加强。要想与传统的锯切割竞争,实现更高的划刻速度和更好的切割质量是至关重要的。
我们使用Quasar激光器对厚度小于100μm的抛光单晶硅片进行热损伤最小的高速刻划。在图1中,曲线显示,随着划刻速度的增加,划刻深度会降低(200 kHz、25ns单脉冲)。在较高的重复频率下使用较高的功率,同时TimeShift技术可以用软件设置范围广泛的脉冲能量和脉冲宽度,最终我们可以看到,刻划速度提高了差不多3倍(25ns单脉冲,50μm的刻划深度)。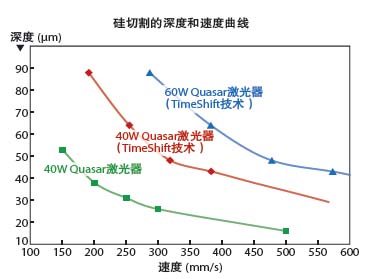
图1 : 硅刻划的深度和速度曲线, 可以看到TimeShift技术带来的优化。
图2显示了刻划产生的碎片和热影响区,它是在单脉冲和能量相同的情况下使用TimeShift技术来创造一个脉冲串(500mm/s和200 kHz)。使用这种技术的划刻可以实现较高的烧蚀质量,并且在上表面会产生较少的碎片,不过划刻的深度要比使用单脉冲的深度高出25%。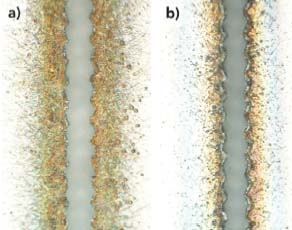
图2:使用单脉冲TimeShift技术进行刻划的效果,图(a)中的刻划深度为20μm,图(b)中的刻划深度为25μm。
氧化铝陶瓷的刻划
氧化铝(Al2O3)陶瓷具有高的介电性能,再加上高强度、耐腐蚀性、高稳定性和相对较低的成本,得以广泛用于微电子封装。在典型的制造过程中,具有多个模块的大尺寸氧化铝基板最终要被分离成单个的模块(切单)。在常用的刻划技术中(“划片并断开”),使用激光器在基板上进行深的刻划,然后通过机械加压来使基板断开并分离。高功率紫外激光器可以实现干净、精确的高速刻划。
类似于硅刻划,我们可以看到,当使用Quasar激光器以较高的速度进行氧化铝刻划时,可以借助较高的功率和TimeShift技术来实现最小的热效应。图3显示,使用了双脉冲串的微加工比单脉冲加工具有很明显的优势。将20ns单脉冲能量分裂为两个子脉冲,烧蚀深度能增加78%。同样,图4显示了双脉冲模式下进行同样深度的刻划所使用的能量比单脉冲要少40%,同时上表面的碎片也更少。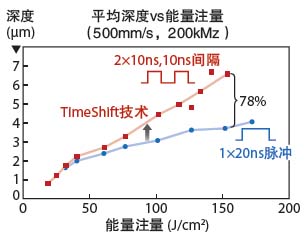
图3:氧化铝的刻划深度vs能量注量曲线,显示了TimeShift技术对生产率的影响。
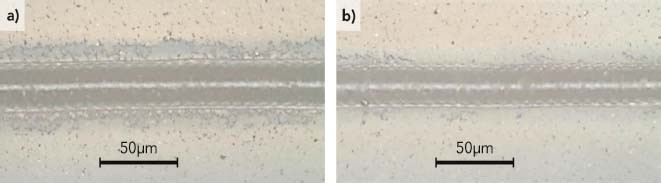
图4:对使用TimeShift技术进行氧化铝划刻的质量进行比较。
图(a)是使用了单脉冲模式(170μJ/脉冲)的上表面视图,图(b)是使用了双脉冲模式(170μJ/脉冲)的上表面视图。这两种情况中的划刻深度都是4μm。
平板显示器中的玻璃切割
在显示器制造过程中,触摸屏和LCD的玻璃块的剥离需要直线切割,而创建角、孔和槽则需要曲线切割。消费类电子产品中使用的玻璃基板通过各种化学或者热处理而变得越来越薄,强度也越来越高,因而用激光加工玻璃在实现高质量的切割和高的生产率方面显示出巨大的潜力,同时还能减少传统的机械划刻和剥离工艺所带来的产量损失。
我们开发的TimeShift技术是一种利用了激光与物质间相互作用的效应来进行玻璃加工的技术。该技术正在申请专利中。在该技术中,对单个激光脉冲进行修改,可以减少热负荷和造成的材料碎块或碎片。这在化学强化玻璃的切割中可以实现较好的切割质量以及超过1.5m/s的线切割速度,例如康宁大猩猩玻璃(Corning Gorilla)、旭硝子龙尾系列玻璃(Asahi Dragontail)和肖特(Schott)Xensation玻璃。在钠钙玻璃和先进的柔性玻璃(例如康宁Willow玻璃)的加工中能得到类似的结果,而对于蓝宝石加工的工艺开发也正在进行中。图5显示了在0.7mm厚的康宁大猩猩玻璃中的加工结果,该玻璃具有40μm厚的化学强化层(DOL)。从图中可以看出,切割的边缘非常干净,并且具有很少的碎片,也没有可见的微细裂纹。
图5:使用Quasar激光器的TimeShift技术在0.7mm厚的康宁大猩猩玻璃(具有40μm厚的化学强化层)上进行直线、曲线和孔的切割。
先进封装和互连中的铜切割
对聚合物基板上的薄的(10-20μm)铜层进行干净而快速的切割,这是一个典型的柔性电路分板切割的应用。此外,PCB结构中的钻孔包括了对类似厚度的铜层进行烧蚀。我们研究了TimeShift技术在这些应用中的潜在效用,主要是通过使用子脉冲(脉冲串)来进行铜的刻划,以提高刻槽的深度。
图6a显示了同样能量下,相比单脉冲(0纳秒的脉冲间隔),用10ns脉冲间隔能创建更深的沟槽。然而,将脉冲间隔增加到25ns时,会导致材料去除率比单脉冲更低。这些影响可以借助TimeShift技术的灵活性来轻易消除。从而能为研发工程师考虑激光材料相互作用的机制带来灵感,因而可以获得更快速和更全面的工艺优化以实现更高的速度和更好的质量。
图6b显示了在5ns子脉冲持续时间下,将脉冲总能量分成更多的子脉冲,会带来更高的材料去除率。类似图1中的硅和图3中的氧化铝,多个子脉冲将会带来更干净的切割边缘和较少的碎片。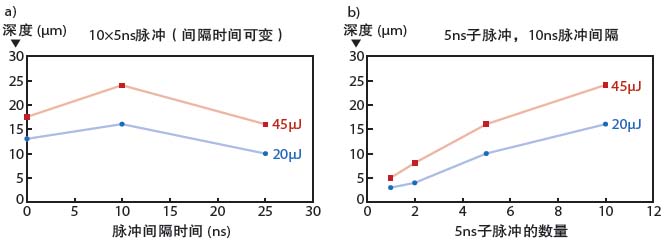
图6:TimeShift技术给铜划刻带来的影响。图(a)是改变子脉冲的时间间隔带来的不同材料去除率,
图(b)是改变子脉冲的数量带来的不同材料去除率。每一串子脉冲的总能量固定为20或45μJ。
小结
在消费类移动电子设备的制造工艺中,常常使用激光来进行各种材料的微加工。我们发现,将具有较高的脉冲重复频率的高功率紫外激光与TimeShift可编程脉冲整形技术(Quasar激光器)结合起来,可以大大提升微加工的加工效果。
将紫外激光用于多种常见的微电子材料(包括硅、陶瓷、玻璃、铜)的大批量加工,可以带来很多益处。通过扩大工艺参数空间(在较高的脉冲重复频率下提高功率),再加上先进的脉冲分裂和整形技术,我们可以在提高加工速度的同时获得微加工质量的提升。通过适当的参数优化,使用这种新的紫外纳秒脉冲激光源可以获得更好的质量和更高的生产率,从而提升如今激光微加工的能力,以面对未来对于消费类电子产品制造提出的更高挑战。
说明
Quasar是Spectra-Physics公司的注册商标。RAJESH PATEL(raj.patel@spectra-physics.com)是Spectra-Physics公司(总部位于加利福尼亚州圣克拉拉)的战略营销与应用总监,JAMES BOVATSEK是该公司的应用实验室经理,ASHWINI TAMHANKAR是高级应用工程师。(end)
|