|
航空与航天设备 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
面向飞机部件的柔性多点支撑技术研究 |
|
|
作者:南京航空航天大学 朱明华 黄翔 韦红余 |
|
飞机不同于一般机械产品,飞机部件的加工成形、钻孔铆接和装配对接、测量检查等工序都需要在专用的部件支撑工装上完成。传统飞机部件支撑工装是针对每个部件的外形特征制造的专用支撑工装,此类工装通常为托板式刚性结构,其结构复杂笨重,操作不便,效率低,可适应性与灵活性较差。而国内航空企业面临多种型号飞机的研制与批量生产,如果仍然采用传统的支撑工装,飞机生产准备周期、工装制造成本将占研制周期及研制成本相当大的比例,不利于飞机生产制造[1] ;从国外情况看,在研制可重配置、可调整工装方面广泛采用液压技术、数控技术、机器人技术及气垫技术等,大大提高了飞机部件的生产和运输效率[2];国内在部件柔性支撑方面的研究起步晚,与国外差距较大。
为了使部件支撑工装具有足够的柔性,针对某机翼设计了一种柔性支撑装置,它可以在3个相互垂直的X、Y、Z 3个方向上移动,且可以实现联动控制,稳定性高,运行平稳,可靠性强。并以此为基本单元,由3个柔性支撑装置通过排列构成机翼柔性多点支撑阵列,与控制系统构成机翼柔性多点支撑系统,以替代传统刚性支撑工装,其原理如图1 所示。此外,通过对多个柔性支撑装置不同组合排列,可以满足多种机型机翼的支撑要求,进一步满足柔性要求。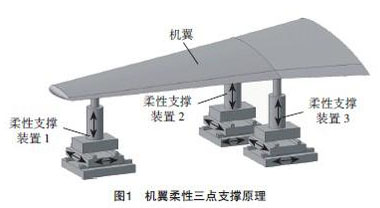
柔性多点支撑方法
柔性多点支撑技术的基础是“多点技术”。根据文献[3-6],“多点技术”已经广泛应用于蒙皮拉伸成形,在压成形等板料零件成形加工中发展成为“多点成形技术”,这在板料成形中的应用日益广泛并渐趋成熟,但“多点技术”尚未在飞机部件支撑工装中广泛应用。
传统托板式支撑工装的托板外形与被支撑飞机部件外形吻合,如图2(a),而柔性多点支撑则通过由支承部位上多个离散支撑点来完成,如图2(b),其主要思想是将传统托板支撑工装的整体支承面离散化,在飞机部件支承部位上取多个离散支撑点来拟合飞机部件支承部位处的截面,各个离散支撑点各向行程独立可调;其中离散支撑点等效为柔性支撑装置,将支撑托板替换为多个柔性支撑装置,这样飞机部件各支承部位的多个柔性支撑装置组成柔性多点支撑阵列,通过精确数字化建模,调节各支撑点的空间位置,使柔性支撑装置支撑点与飞机部件表面完全贴合。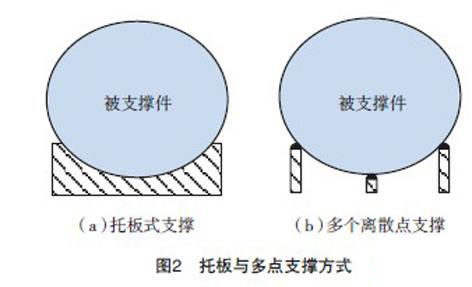
根据飞机部件(前机身、中机身、后机身、机翼等)的结构特点,柔性多点支撑阵列有三点式、四点式、六点式等布局,具体布局方式取决于飞机部件结构特征,由多个柔性支撑装置排列组合而成。当被支撑飞机部件改变时,柔性支撑装置作为基本单元,不需重新设计,只是通过改变各柔性支撑装置的相对位置、增减柔性支撑装置数量迅速重构组成新的柔性多点支撑阵列的方式,实现多机型共用同一支撑工装,从而满足新部件支撑要求。相对传统托板式工装,柔性多点支撑工装实现了一套工装多种部件共用的构想,节省成本,加快飞机产品更新换代。
柔性支撑装置设计
基于多点技术的飞机部件柔性支撑系统的核心单元是柔性支撑装置,可以实现X、Y、Z 3个互相垂直方向的运动。针对某机翼设计了一种柔性支撑装置,其结构组成如图3所示。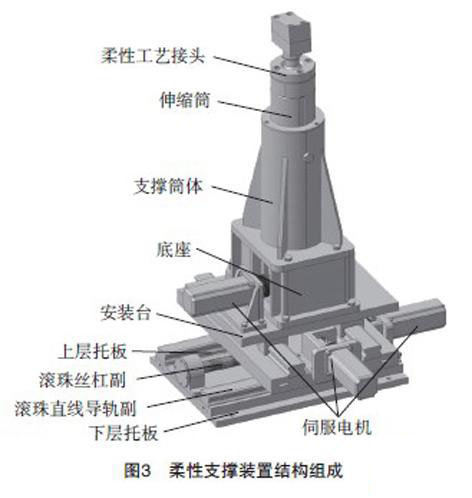
安装台连同底座、蜗轮丝杠升降机、支撑筒体、伸缩筒和柔性工艺接头等相对于上层托板沿坐标系X 坐标方向移动,采用Elmo 伺服电机、滚珠丝杠螺母传动和光栅尺反馈;下层托板上采用相同原理的传动形式,使得上层托板与连同其上的安装台、底座、支撑筒体和伸缩筒等相对于下层托板沿坐标系Y 坐标方向移动,X、Y 向传动原理如图4 所示;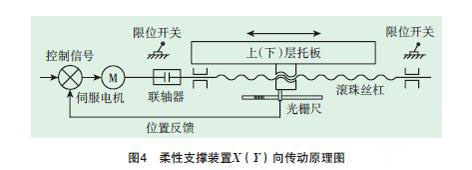
Z 向传动原理如图5 所示,采用Elmo 伺服电机、蜗轮蜗杆减速器、丝杠螺母传动和光栅尺反馈,实现伸缩筒及柔性工艺接头的Z 方向移动;X、Y、Z 三向的运动可以独立或联动控制。在硬件方面,使用增量编码器反馈装置的Elmo 伺服电机、带一定预紧力的高精度滚珠丝杠副以及X、Y 向高精度的滚动直线导轨有效的提高和保证了整个装置移动的精度;另外在X、Y、Z 3 个方向上采用封闭式光栅尺和全闭环控制方式也提高了整个系统工作的精度。机械锁紧装置可以有效锁紧柔性支撑装置的X、Y 位置,蜗轮蜗杆和梯形丝杠自锁保证Z 向位移锁紧,也保证了系统定位的可靠性。同时,在X、Y、Z 向都设有行程限位开关以及机械限位结构,在结构方面保证了系统工作的安全性。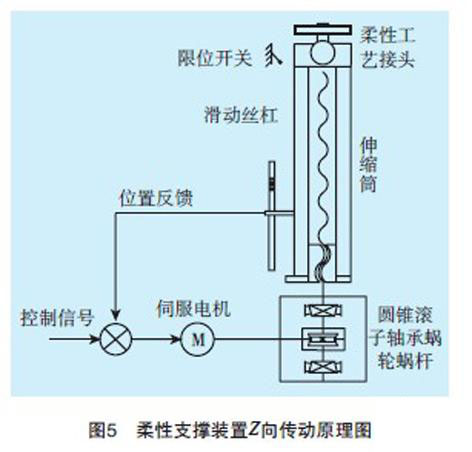
柔性支撑装置支承飞机部件的部分是柔性工艺接头。柔性工艺接头由软体护垫、支撑托块、接头体、接头封盖、调整垫片以及接头座组成。柔性工艺接头的软体护垫作为支承面,此软体护垫与金属接触具有较大静摩擦力,使得飞机部件不致脱落。接头体能在35°角范围内全向自由转动调节,使得柔性工艺接头对不同飞机部件型面具有充分的自适应性,同时也使得整个柔性支撑装置具有足够的柔性度。在支撑装置工作时,需采用激光测量仪随时测量工件的实际位置并反馈到控制系统中,进行精度补偿。
柔性支撑控制系统
柔性支撑控制系统是实现柔性多点支撑系统运动的控制部分,主要通过控制软件程序和伺服控制系统控制伺服电机完成一系列的运动,使各个柔性支撑装置上的支撑点调整到目标位置。控制系统的设计主要包括硬件实现和软件设计与开发两大部分。
1柔性支撑控制系统硬件实现
柔性支撑控制系统硬件部分主要包括控制计算机、人机界面、Maestro 多轴运动控制器、伺服驱动器等,其控制体系结构如图6 所示。该系统应用层采用的是分布式运动控制系统CANopen协议。Maestro多轴运动控制器与上位机(计算机)通过以太网或RS232 通信;多轴运动控制器与伺服驱动器通过CAN 总线连接。Maestro 多轴运动控制器具有2个独立的CANopen通道,每一个CANopen通道可控制多达64个伺服驱动器[7],这为整个柔性支撑控制系统后续硬件扩充和快速重构提供便利,缩短控制系统设计周期,节省时间,提高效率,在硬件方面有效保证了系统控制精度和稳定性。
控制系统工作时,上位机(计算机)直接将中间代码发送到下位机(Maestro 多轴运动控制器)通信接口电路中,控制器解码转译上位机更新的指令,通过现场总线传递给各个驱动器,总线节点解释指令转化成脉冲信号传递给各个伺服电机完成指令。然后将运动后的位移位置与目标位置对比,将对比信息反馈回信息处理电路,再进一步发出信号微调电机一直到达目标位置为止,其控制系统原理如图7 所示。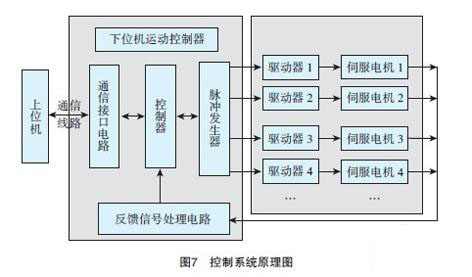
2 柔性支撑控制系统软件设计与开发
柔性支撑控制系统软件主要是基于Visual C++6.0 的二次开发,软件上层主要是由Elmo 提供基于VisualC++的接口函数和微软提供API 动态连接库实现交互人机界面,使软件开发人员可以方便的调用Elmo 提供的库函数进行软件开发,最终顺利实现运动控制。
柔性多点支撑控制软件主要包括模型显示、参数设置、通信模块、译码模块、参数显示、运动控制(自动控制与手动控制)、系统诊断及离线编程等模块。
3实验
根据前期结构和控制系统设计,由3 个柔性支撑装置与控制系统组成机翼柔性三点支撑实验系统,将机翼模拟件放置于3 个柔性支撑装置上,如图8 所示。实验系统的每个柔性支撑装置的X、Y、Z 向都采用额定转矩0.64N·m 的伺服电机,每个伺服电机由一个伺服驱动器驱动,各向行程为200mm。电机转动最终带动柔性支撑装置的相应轴运动,移动位移量由光栅尺测出并反馈回计算机,形成全闭环控制系统。
按照设计参数各向(X、Y、Z 向)电机转速为800~1000mm/min,部件定位精度为1mm。精度实验在1000mm/min 速度下,以20mm为初始移动位移量,20mm为递增量采用激光跟踪仪进行位移精度测量。实验测得结果如表1、表2 所示。根据表1,表2,求出相应平均误差,X向为0.024mm,Y向为-0.021mm,Z 向为0.019mm,由此可见三向位置误差均在合理精度要求1mm 范围内,符合精度要求。此外对于同一种部件,控制系统软件将多种机型的同类部件支撑位置参数固化在系统中,当支撑目标变换时,可迅速在20s~60s内多个柔性支撑装置各自运动到目标位置,完成柔性支撑系统重构。
结束语
针对传统刚性部件支撑工装的问题,借鉴“多点技术”在板料多点成形方面的成功经验,提出以具有三坐标自由度的柔性支撑装置为基本单元组成柔性多点支撑系统的飞机部件支撑方法。针对某机翼对柔性支撑装置进行详细设计,详述了柔性多点支撑方法,研究设计了柔性支撑控制系统,包括硬件实现和软件设计开发。将“多点技术”应用于飞机部件支撑工装上,研究柔性多点支撑系统,将解决多年来传统刚性支撑工装的柔性度低、通用性差的缺点,节省支撑工装研发成本,提高生产效率。最后构建柔性多点支撑实验系统,通过实验验证柔性多点支撑原理具有可行性,位置精度符合要求。
参考文献
[1]刘洪. 飞机工装设计制造技术探讨.航空制造技术,2006(12):68-71.
[2]邹方. 柔性工装关键技术及发展前景. 航空制造技术,2009(10):34-38.
[3]刘纯国, 李明哲,隋振. 多点技术在飞机板类部件制造中的应用. 塑性工程学报,2008,2(15):109-114.
[4]裴永生. 薄板多点成形过程有限元分析的研究[D]. 吉林:吉林大学, 2004.
[5]裴永生, 彭加耕,李明哲. 多点成形过程中基本体群调形技术. 机械工程学报,2008,1(44):150-154.
[6]LI Mingzhe, CAI Zhongyi, SUI Zhen etal.Multi-point forming technology for sheet metal,Journal of Materials Processing Technology, 2002,129(1- 3): 333-338.
[7]喻刚,舒志兵. 基于CAN 总线的ELMO 伺服运动控制系统. 机床与液压,2008,7(36):302-305.
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/9/2015) |
对 航空与航天设备 有何见解?请到 航空与航天设备论坛 畅所欲言吧!
|