|
喷涂/清洗/表面工程 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
五轴数控抛光机CAM技术 |
|
|
作者:哈尔滨飞机工业集团 王旭 |
|
五轴数控抛光机CAM技术综述
五轴联动数控加工技术不仅代表着一个机械制造企业的发展水平,更代表着一个国家机械制造工业的发展水平[1]。在先进机械制造技术领域中,五轴联动数控加工技术是其中的重要组成部分,也是重要的基础技术之一,同时也是加工技术中难度最大的。对于性能要求高、复杂的几何外形而言,利用五轴联动数控机床不仅可以保证加工的质量,还可以提高生产效率[2]。
通过研究,将五轴数控CAM技术应用到汽车铝合金轮毂抛光加工工艺中,并研发设计、制造出针对汽车铝合金轮毂抛光加工的五轴数控机床。目前,国内生产汽车轮毂的企业较多,但是还没有先进可靠的轮毂数控抛光设备,各大轮毂生产厂家不得不引进价格昂贵的多轴数控抛光机床和专用数控抛光加工软件。从铝合金轮毂成形工艺方法来讲,关键工序包括铸造或者锻造成形、旋压成形、机械加工、表面抛光等。该技术的研发可以满足国内铝合金轮毂抛光加工技术的需要,对实现数字化、智能化轮毂抛光加工具有重要意义。
随着国内数控技术的发展,多轴数控加工设备也在不断完善。两轴半、三轴的加工技术已经发展到了较先进的水平,国内也可以制造出这样的加工设备,并且在机械加工领域得到广泛的应用,而多轴数控加工技术还处于提高阶段,重点研究的内容包括加工工艺方法和机床后置处理技术,对于多轴数控设备而言需要多元化应用。基于五轴数控技术实现轮毂多轴抛光加工是在技术上和应用上的一种创新,扩展了五轴数控机床的应用范围。对于目前轮毂抛光加工这项技术来讲,还是完全依靠人工手动抛光、人工利用机器半自动化抛光加工,这不仅需要大量的人力、物力,同时降低了生产效率,抛光加工质量难以保证,对于外形尺寸较大的轮毂而言还需要多人配合完成,因此,铝合金轮毂抛光加工利用五轴数控抛光机床来实现是十分必要的。
在五轴数控抛光机床设计过程中,重点研究的内容包括机床的结构形式和运动特性。结构形式主要包括抛光机床整体结构设计、抛光刀具设计、装夹工作台设计等;抛光机床的运动特性是在传统的3个联动坐标轴X 、Y 、Z 的基础上增加了刀具绕Y 轴旋转和工作台绕轴旋转。加工过程中,机床主轴和工作台5个坐标轴同时做线性插补,使刀具按要求的空间轨迹运动,能保持最佳的加工状态并有效避免刀具干涉。轮毂表面的抛光加工技术不同于普通的数控铣削加工,主要是在刀具设计上发生改变,如在五轴数控抛光机床刀具选择上利用布轮。布轮的外形结构可以改变,如通过主轴的高速旋转带动布轮也作高速旋转运动。当布轮外轮廓与轮毂表面相接触时,就会产生高速摩擦,使得轮毂表面连续不断地进行打磨,再加上抛光液的作用,就可以使得轮毂表面具有很好的光泽效果。整个运动过程需要NC程序控制。利用五轴数控抛光机床来完成加工是一项新型的加工方法,与传统的抛光加工技术相比,它具有生产效率高、节省能源、降低劳动强度和提高经济效益等优点。由于抛光布轮具有柔软性,接触时具有收缩性,加工时安全性较高,容易实现高速旋转抛光,可以获得较高的表面质量。
实现五轴数控抛光CAM技术,并且得到准确的机床加工程序需要解决以下几个关键技术。
(1)几何建模。利用建模软件完成三维的铝合金轮毂创建,建模软件常用的包括CATIA、UG、Pro/Engineer等。
(2)制定加工工艺方案。在数控加工技术中,加工工艺起着关键作用,合理的加工工艺可以提高工件的加工质量,还可以提高生产效率[3]。铝合金轮毂抛光加工工艺的选择主要包括加工路线、选择刀具、控制刀轴方式、主轴转速和进给速度等。
(3)刀具轨迹生成。根据加工工艺要求生成合理的刀具加工轨迹,满足无干涉、无碰撞、节省刀具运行时间、提高加工效率的要求。对于铝合金轮毂曲面模型而言,需要利用CAM编程软件实现刀具轨迹生成,并且得到刀位数据文件。
(4)加工轨迹仿真。在CAM编程软件中生成刀具加工轨迹以后,要针对实体进行刀具加工轨迹确认,验证刀位数据对于通过后置处理转换的数控加工程序是十分必要的,特别是在多轴加工编程中,其作用更为明显。这样可以有效地避免加工程序在加工过程中有可能会出现过切与碰撞等问题[3-5]。
(5)后置处理。抛光机床后置处理程序是根据机床的结构形式和运动变换特点,通过计算得到的后置处理坐标转换公式,将在刀具轨迹生成过程中所产生的刀位数据文件转换成抛光机床的数控加工程序。准确的后置处理可以保证加工程序的准确性,提高加工效率,保证加工质量,还可以提高机床运行过程中的可靠性能[6]。五轴数控抛光机床后置处理程序具有唯一性。
(6)NC程序仿真。为保证实际加工过程的稳定性、安全性,需要对后置处理转换得到的G代码指令进行验证,在Vericut数控仿真软件中建立实际加工环境,模拟实际加工过程。
铝合金轮毂表面的抛光加工技术在轮毂生产中越来越重要,利用数控加工代替人工手动操作只是转变的开始,将来要建立数字化、智能化的抛光生产线,建立数字化在线检测技术,在不同机床之间还要建立智能化机器手搬运。因此,将五轴数控加工理论应用到铝合金轮毂抛光加工中,对实现数控抛光加工具有重要意义。
五轴数控抛光机床
五轴联动数控抛光机床合理地实现了多轴加工的理念,在传统的三轴基础上增加了刀具摆动与工作台旋转,即刀具绕着轴摆动,工作台绕着Y 轴旋转。
(1)抛光机床坐标系。对于数控抛光机床而言,先要确定Z 轴,然后再确定X 轴和Y 轴,最后确定其他旋转轴。机床某一轴的运动正方向,是指增大工件和刀具之间距离的方向。X 、Y 、Z 轴按照右手直角笛卡儿坐标系判断,B 、C 旋转坐标轴的正方向按照右手螺旋法则判断。数控抛光机床坐标系定义方向如图1所示。
图1 抛光机床坐标系
(2)刀具坐标系。与刀具固连的坐标系为刀具坐标系,刀具坐标原点定义在刀尖点上,刀具坐标系的方向要与机床坐标系的方向保持一致。对于数控抛光机而言,刀具坐标系定义在布轮端面的中心位置,方向与抛光机机床坐标方向一致,如图2所示。
图2 刀具坐标系
(3)机床结构信息。通过抛光机床结构示意图可以了解到机床的整体,包括轮毂装夹工作台,夹紧装置,X 、Y 、Z 移动坐标轴,旋转坐标轴,还有伺服电机,滚轴丝杠,直线导轨等。机床基本信息见表1。表1 机床信息
 与普通的五轴数控机床相比,抛光机床在旋转工作台设计和刀具结构设计上发生了改变。旋转工作台是承载轮毂的重要组成部分,由于要考虑轮毂外形尺寸和重量,工作台在结构上设计为圆形,在工作台上对称分布夹具的安装位置。为适应较大尺寸轮毂的装夹,夹具前后位置应可调。同时,在满足承载力的前提下应适当减少工作台的重量。刀具运动由两个伺服电机控制,刀具在结构上设计为对称形式,布轮的大小可以改变。抛光机床刀具结构如图3所示。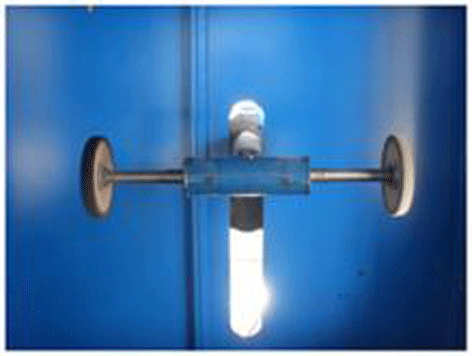
图3 抛光刀具
(4)轮毂模型与装夹利用建模软件创建三维的铝合金轮毂模型,选择的铝合金轮毂模型如图4所示。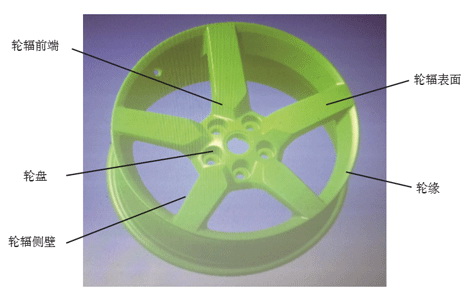
图4 轮毂模型
轮毂安装在工作台上的原则是:首先要保证工作台中心孔轴线与轮毂轴线重合,其次要保证轮毂所在的位置与数控编程软件中设定的加工坐标位置一致。轮毂在工作台上装夹如图5所示。
图5 轮毂装夹图
(5)前置处理与后置处理。利用数控加工软件对轮毂模型表面生成抛光加工轨迹,这一过程称为前置处理。在整个前置处理过程中,得到了刀具相对于轮毂表面的运动轨迹,并且产生刀位文件(CLFS),它描述了刀具运动时的坐标位置和刀轴矢量方向。前置处理产生的刀位运动轨迹数据是原始程序,是假想工件静止不动,刀具相对于工件的运动数据参数,并没有考虑到机床的结构特性。因此,需要将前置处理中产生的刀位数据参数转化成抛光机床所能识别的NC数控程序,这一过程称为后置处理。以轮毂模型中轮缘位置为例进行抛光加工,前置处理所产生的加工轨迹如图6所示。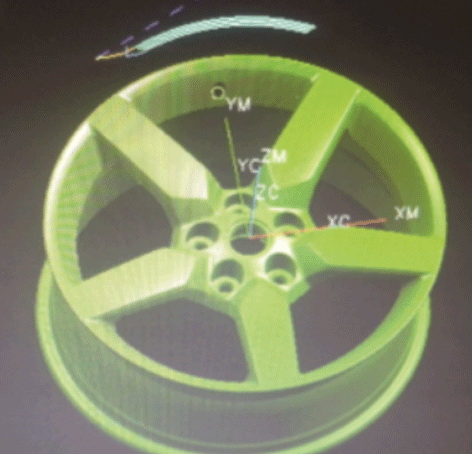
图6 加工轨迹
后置处理技术对于数控程序的转换起着十分关键的作用,也是实现数控抛光加工的重要环节,其主要功能是将刀具在工件坐标中的运动轨迹数据转化为机床坐标系中的值。因此,首先要分析抛光机床的结构形式和运动特性,确定工件坐标系和机床坐标系的对应关系,然后通过空间矩阵算法求解出后置处理坐标转换公式[6-8],最终得到可以执行的后置处理转换界面。轮毂模型中轮缘抛光加工后置处理转换如图7所示。
图7 后处理界面
(6)将后置处理转换得到的NC程序导入抛光机床中,完成实际加工前的常规准备以后开始执行数控程序。轮毂模型中轮缘位置抛光加工过程如图8所示。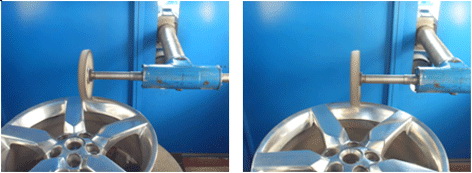
图8 世纪加工
经研究,将五轴数控理论应用到轮毂抛光机床中,对实现铝合金轮毂数控抛光加工具有重要意义,对改变轮毂抛光加工工艺方法也是一种创新。同时,将五轴数控抛光机床应用到实际轮毂生产中,可以扩展五轴数控设备的应用范围,也可以为企业的发展带来改变。
结束语
2014年10月10日中德签署了《中德合作行动纲要》,同时我国结合德国工业4.0、美国工业制造复兴计划也制订了《中国制造2025》规划,这意味着我国要在工业化和信息化同步发展的战略中更快地促进两者融合,最终早日实现智能化制造。因此,利用五轴数控技术对轮毂表面进行抛光加工就是一种新工艺方法的变革,也是按照智能化制造要求的一种转变。同时,将数控抛光加工应用到轮毂生产中,改变了现有企业的生产模式,减少了劳动强度,降低了成本消耗,提高了劳动安全指数。通过对五轴数控抛光机床的实际应用加以探讨,对实现数字化、智能化轮毂抛光加工具有一定的指导意义。
参考文献
[1] 全荣.五坐标联动数控技术.长沙:湖南科学技术出版社,1995:610.
[2] 周济,周艳红.数控加工技术.北京:国防工业出版社,2002:810.
[3] 刘雄伟.数控加工理论与编程技术.北京:机械工业出版社,2003:1016.
[4] 王爱玲,李梦群,冯裕强.数控加工理论与实用技术.北京:机械工业出版社,2009:8082.
[5] 周艳红,周济.五坐标数控加工的理论误差分析与控制.机械工程学报,1999,35(5):54-57.
[6] 冯显英,葛荣雨.五坐标数控机床后置处理算法的研究.工具技术,2006,40(4):4446.
[7] 庞继伟.五轴数控铣削加工后置处理及加工编程研究[D].济南:山东大学, 2007.
[8] 明兴祖,数控自动编程系统中后置处理的实现.组合机床与自动化加工技术,2002(1):2931.(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/6/2015) |
对 喷涂/清洗/表面工程 有何见解?请到 喷涂/清洗/表面工程论坛 畅所欲言吧!
|