|
数控机床/铣床 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
面向飞机结构件加工的数控机床的发展方向 |
|
|
作者:成飞数控加工技术研究实验室 骆金威 来源:航空制造技术 |
|
制造业是国民经济的基础,制造技术水平是衡量一个国家综合实力的重要标志之一。以飞机结构件为代表的航空零件结构尺寸大、形状复杂、加工精度要求极高。因此,航空制造技术被称为制造业的皇冠,代表着制造技术的最高水平。
数控(NC)是数字控制(Numerical Control)的简称,是20世纪中叶发展起来的一种用数字化信息进行自动控制的一种方法。装备数控技术的机床,称为数控机床[1]。与传统机床相比,数控机床具有高效率、高精度、高柔性化及高集成化等特点,既能保证加工质量,又能大大降低劳动强度,提高生产效率[2]。而飞机结构件是最早使用数控机床进行加工的产品之一。飞机结构件的加工要求在很大程度上是推动数控机床特别是高档数控机床发展的主要动力之一;换而言之,高档数控机床的整体水平又是决定航空制造水平的核心因素之一。
综上所述,面向飞机结构件加工的数控机床在很大程度上代表着未来数控机床特别是高档数控机床的发展方向。因此,我国从2006年开始已经把高档数控机床与基础制造装备专项列为国家重大科技专项。本文将结合作者从事的专业方向,浅谈一下未来面向飞机结构件加工的数控机床的发展方向。
高效加工是数控机床发展永恒的主题
效率是企业生存的根本,是提高企业经济效益和竞争力的根本途径。一方面,现代航空工业处于高速发展中,随着飞机性能的不断提升,飞机结构设计开始向整体化、大型化、轻量化方向发展,伴随而来的是飞机结构件的形状越来越复杂、尺寸越来越大、材料去除率越来越高、加工工艺性越来越差。图1是我国国产大型客机C919的机头风挡窗框零件,其整体结构是空间自由曲面,材料去除率高达99.35%,属于典型的结构复杂、加工周期长的飞机结构件。 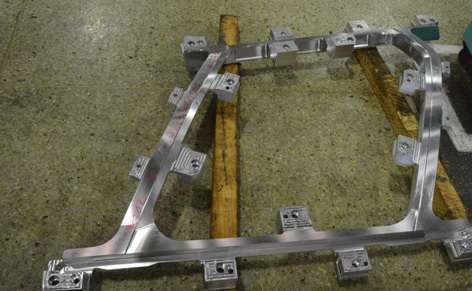
图1 C919飞机机头的风挡窗框
另一方面,用户和市场对飞机的研制周期要求越来越短,从而加剧了飞机结构件结构日益复杂化与市场期望周期不断缩短之间的矛盾。在全球化竞争的背景下,航空制造企业别无选择,只有快速响应市场的需求,才能立于不败之地,而要快速地响应市场,就必须提高生产效率、缩短加工周期,高效的数控机床正是解决这一问题的有效手段。从目前数控机床的发展趋势来看,未来用于加工飞机结构件的高效数控机床主要包含以下几种。
1 超高速、快进给的虚拟轴机床
在新机研制阶段,为了缩短产品的研制周期,必须在最短的时间内制造出样机,这就要求飞机结构件的制造必须高效、高质量的配套。而提高加工效率最直接最有效的方法就是使用加工效率更高的机床,换而言之,就是最大限度地提高机床的转速和进给速度。
然而,传统机床由于结构上的缺陷,提高转速和进给速度都受到很大限制,虚拟轴机床的出现,正是为了大幅度地提高数控机床的转速和进给速度而进行的一种新的尝试。相比传统的数控机床,虚拟轴机床具有刚性高、加工速度高、加工精度高等一系列显著优势。如德国DST机床(图2)高速虚拟轴机床主轴转速可达30000r/min,快速进给速度达到50m/min,加工进给速度为15m/min,可以极大地提高产品的加工效率,且加工精度不会随着转速和进给速度的提高而降低。目前市场上已经出现了转速高达50000r/min的超高速虚拟轴机床。随着飞机研制周期的越来越短,未来超高速的虚拟轴机床将会发挥越来越重要的作用。
图2 DST 机床模型
2 并行加工机床
另一种可以显著提高加工效率的方式是采用并行加工机床,如多轴设备中心以及多轴加工的单元等。这类机床的用途非常广泛,在新机研制阶段,对于结构尺寸大的零件,可以采用多轴并行加工的方式,每个主轴只加工零件的固定区域,这样使得零件的加工周期显著缩短。在零件批产阶段,可以使用带有镜像功能的机床加工完全镜像的零件,或者使用多主轴平行加工的方式一次加工多件相同的零件。
并行加工机床自问世以来就得到了广大航空制造企业和工程技术人员的高度关注,在2013年欧洲机床展上,多家世界知名机床厂商展出了多种并行加工机床[3],如日本森精机公司(MORI SEIKI)首次展出概念机型——i50型加工中心,德国巨浪公司展出4主轴立式加工中心,斯达拉格集团宝美公司展出S100型四面加工单元,德国Krause&Mauser公司展出多主轴加工工作站等。可以预见,在未来相当长的一段时间内,并行机床将在国际高档数控机床领域占有一席之地。
3 加工复杂结构件的立卧转换机床
飞机结构件的结构非常复杂,通常需要进行多个工位的加工,图3为国产大飞机C919的登机门手柄零件。从图3可以看出,该零件结构非常复杂,空间6个方位都需要加工,如果采用传统的工艺方案加工该零件,影响该类零件加工周期的一个重要因素就是零件在加工过程中需要不断地拆卸零件进行重新装夹,这样使设备的利用率低下,不但增加了制造成本,而且严重制约了零件的生产周期。要从根本上解决这个问题,就必须尽量减少零件的装夹次数。立卧转换为这类飞机结构件从工艺上提供了近乎完美的解决方案。
图3 C919 飞机的手柄零件
立卧转换机床最大的特点是设备具有超大摆角行程的旋转主轴,如图4所示。一般情况下,主轴装配在机床立柱上,摆角为0°时,主轴呈水平卧式加工状态;摆角向下旋转90°时,主轴呈竖直立式加工状态。图4所示的典型立卧转换机床旋转主轴的摆角区间为+60°~-120°,主轴旋转范围达180°[4],机床加工状态可以在立式与卧式之间自由转化。配上可以旋转的工作台以后,只需一次装夹。机床可以对零件6个方位进行全方位的加工,极大地提高零件的加工效率和设备利用率。未来这类机床必将成为加工飞机复杂结构件的重要选择。
图4 立卧转换机床的主轴旋转范围
4 多工作台、快速换装的柔性装夹系统
与数控机床的切削效率相比,如今机床利用率已经成为影响飞机结构件加工效率的重要因素,其影响权重因子逐年增大。数据表明,与发达国家相比,我国数控加工的整体技术主要差距已不是机床的切削效率,而是机床的利用率,即单位时间内机床有效切削时间的百分比。除机床正常的保养和维修外,占用机床非加工时间最多的便是零件的装夹和找正。目前,国内绝大多数企业的装夹方式还是在线上装夹,这是造成设备利用率低下的主要原因之一。
为了提高设备的利用率,较好的解决方案是机床有多个工作台,使机床在正常加工的同时进行线下的装夹准备工作。考虑到飞机结构件形状复杂、品种多样性的特点,工作台还应具备较好的柔性,便于不同类型零件的快速装夹。图5为沈阳机床有限公司生产的带有双工作台的五坐标卧式加工中心。它可在零件加工的同时进行线下装夹零件,显著提高了设备利用率。随着经济全球化进一步加深和国际数控加工市场竞争日益激烈,未来这种具备多工作台、快速换装的机床必将受到广大航空制造企业的青睐。
图5 带有双工作台的五坐标卧式加工中心
用于难加工材料的大扭矩机床是未来发展的重要方向
现代飞机的设计越来越倾向于在飞机的“骨架”(主承力结构件)部分采用高强度钛合金、高强度钢等材料,而在非承力部分采用更轻的材料,以此来减轻飞机的重量,提升飞机的综合性能。但是,高强度钛合金、高强度钢等材料非常不利于加工,并且这些主承力结构件大多采用整体设计,结构尺寸很大,如文献[5]提到中的钛合金整体框的投影面积达到了5.02m2,长3.62m。当前,这些材料的加工效率都非常低下,以钛合金为例,目前国内的加工线速度大约在50~100m/min,最高不超过200m/min,与铝合金的加工效率相差了一个数量级。按现在的技术水平,这类零件仅数控加工周期就长达2~3个月,已成为制约飞机的研制及交付周期的瓶颈问题。
众所周知,影响钛合金、高强度钢等难加工材料切削性能的主要因素是切削力,而目前影响钛合金、高强度钢等难加工材料加工效率最主要的因素是机床的输出扭矩不够,导致其加工效率低下。目前国内用于钛合金加工机床的输出扭矩一般在1000NM以下,最新的设备可以达到2000NM左右。因此,解决难加工材料的加工效率问题,缩短飞机研制周期和交付周期,更大扭矩的机床是未来加工难加工材料的重要发展方向。
用于复合材料加工的专用数控机床逐渐增多
波音和空客公司代表当今世界最先进的民机制造技术。近几年,复合材料的使用比例越来越大(图6),且增长趋势突飞猛进。复合材料在飞机上的用量和应用部位已成为衡量飞机结构先进性的重要指标之一,以空客350为例,其复合材料构件重量约占全机结构重量的50%。因此,未来飞机结构件的机床很大程度上要面对复合材料加工。目前,飞机结构件中使用的复合材料主要包括芳纶纸蜂窝材料、金属蜂窝材料、碳纤维复合材料、玻璃钢复合材料和泡沫材料等。现有的数控设备加工复合材料面临的最大问题是加工过程中产生的大量粉尘等污染物对环境的污染非常大,因此,必须采用新的加工设备从切削机理上来杜绝粉尘等污染物,以降低复合材料加工对环境的影响。
图6 波音和空客部分机型的复合材料用量
目前,用于加工芳纶纸蜂窝芯的超声波机床,如图7所示,已在国内外得到广泛的应用。该机床的主要原理是以切割的方式来加工蜂窝芯,工程应用结果表明,用于加工芳纶纸蜂窝芯的超声波机床能显著改善加工环境,提高加工效率和产品质量。目前,国内外一些企业已经把超声波机床用于碳纤维复合材料的加工。此外,水切割设备、磨料水射流设备等已经开始尝试用于复合材料的加工。随着复合材料在飞机结构件中所占的比重逐渐增长,未来必将出现更多专用的设备用于加工复合材料。
开放的数控系统是未来机床的必然选择
IEEE对于开放式系统的定义是:经过恰当实现的应用程序能够在不同厂商的多个平台上运行,能够与其他系统的应用程序互相操作,并且能够提供一致性的人机交互界面[6]。与传统的封闭式专用数控系统相比,开放式数控系统的主要优势在于:在体系结构上给用户留有进行二次开发更多的余地,能够迅速有效地响应新的加工需求。虽然开放式数控系统自20世纪就成为国内外机床厂家和学术界的热点问题,但迄今为止仍然没有较好的实施方案。
按照开放式系统的定义,目前数控系统(如FANUC、SIEMENS等系统)都不是开放的,兼容性较差,彼此封闭。随着技术进步,市场竞争加剧,这种数控系统越来越不适应制造业发展的趋势。这是因为现代高档机床的数控系统,不但要有更高的精度和快速的运算处理能力,而且要求程序在不同厂商的系统上运行,并且用户可以根据自己的需求嵌入和扩展其功能,如故障诊断、加工结果重现、加工数据监控等。
飞机结构件形状复杂,可加工性较差,很多零件的加工故障诊断以及加工程序的优化单凭工艺技术人员的经验已经无法做出正确的判断,这就迫切需要在数控系统上嵌入相关的软硬件设备对加工过程进行相关数据的采集和分析,根据数据分析结果来调整优化当前的工艺方案和切削参数,以实现飞机结构件的高性能加工。因此,未来加工飞机结构件的数控机床对开放式数控系统的需求十分迫切。
结束语
数控机床的发展极大地提高了航空制造技术的整体水平,同样,航空制造技术特别是飞机结构件加工的技术要求也加快了数控机床的发展历程,正是由于两者相互促进才使彼此得到共同的发展。文章从面向飞机结构件的技术要求出发,对未来数控机床发展方向进行了展望,包括高效数控机床的发展方向,难加工材料机床的发展方向,加工复合材料机床的发展方向以及数控系统的发展方向几个方面。
参考文献
[1] 吴连连,黄爱华.浅谈我国数控机床的现状与发展趋势.机械管理开发,2013(3):115-118.
[2] 唐克岩.我国数控机床产业发展现状与展望.机床与液压,2012(5):145-147.
[3] 邵钦作. 从EM0201 3欧洲机床展看数控机床的发展趋势.世界制造技术与装备市场,2014(1):90-94.
[4] 刘宇.高效装夹技术在立卧转换机床上的应用.航空制造技术,2014(22):78-82.
[5] 王向明,苏亚东,吴斌.增材技术在飞机结构件研制中的应用.航空制造技术,2014(22):16-20.
[6] 刘繁茂,尹何迟,文泽军. 全软件开放式数控系统软件体系结构研究.机械与电子,2009(9):44-46. (end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(4/6/2015) |
对 数控机床/铣床 有何见解?请到 数控机床/铣床论坛 畅所欲言吧!
|