|
塑料挤出机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
薄膜和片材挤出半制品的应力补偿 |
|
|
newmaker 来源:Kunststoffe international |
|
将薄膜和片材挤出过程中不可避免产生的内部应力冻结在半制品内,这对成型过程有重大的影响,不管是对薄膜或片材从加工设备中传送、还是成型过程中产生折痕,或者成型件的轮廓清晰度,都是如此。
最常见的热成型加工半制品用挤出加工完成,尤其是
● 从卷绕架上退出的厚度高达3mm的薄膜,膨胀薄膜厚度还要高出许多;
● 用挤出机生产的薄膜,或者在下行线上的热成型机器(在线加工)生产的薄膜;
● 堆放的厚度为1.5 mm~15 mm的片材。
这些半制品往往“冻结”了被配向分子链在生产过程中产生的内部应力。而应力的形式,则取决于所用挤出机、平膜模头、导辊的类型和设置参数。如,在挤出方向,即卷绕方向上,薄膜的应力通常高于薄膜网的截面方向。只有双向拉伸薄薄膜如OPS (拉伸聚苯乙烯) 在加工过程中形成的纵向和横向内部应力大小相当。
对热成型工艺的显著影响
半制品内冻结的应力对热成型过程有显著影响。如,它们对结果产生影响,如同对半制品厚度公差产生影响的方式一样。开始加热时,根据其通常的热膨胀特性,每一种热成型塑料在长度、宽度和厚度方向膨胀。
一旦超过热成型加工中所需要的最高连续工作温度,在加工中冻结的应力就会再次释放;半制品中被配向的分子链得到松弛,并试图获得一种能量更强的、更有利的、最好是未被配向状态。
根据半制品冻结的应力水平、成型温度和尺寸(面积)以及厚度,观察到了下列行为:
实例A:半制品持续膨胀,直到达到了成型温度,接着越来越松弛下垂
● 由热膨胀导致的下垂尺寸、内部应力释放造成的收缩、材料重量带来的负载,机械保持过程的持续时间,以及半制品加热过程中的空气支承(持续时间和空气支承根据具体设备而定)。
● 如果松垂度在加热过程中发生变化,那么,要使半制品内的温度调整到均匀状态就很困难,因为半制品表面和加热器之间的距离会随着时间改变。
● 用自动导辊喂入热成型机器纠正:材料的松垂度可以通过将整体伸长的一部分从加热台向上移动至预热器来进行更好的控制,并且通过传输装置中间轴的轴向拉伸,来降低松弛度。
● 通过片材加工设备来纠正:材料重量效应可以利用半制品得到牢固拉伸的封闭吹气室内的气流支持,在加热过程中补偿。但是,如果每一侧都被夹持住的半制品受到过度热膨胀,夹持面经常会产生波痕。结果是,峰值以及这些波的波谷温度的不同,会导致模具内产生不利的壁厚分布。因此,在某些情况下,从加工工艺的角度来接受半制品在加热过程中产生的一定程度的松弛,以尽可能降低波痕的形成,会更好。
实例B:半制品收缩,像耳鼓一样拉紧,没有发生材料松弛:
● 这主要发生于厚度低于1mm以下,材料为容易产生很高内部应力的OPS、 HDPE或 LDPE等薄型半制品。
机器内部传送过程中应力的影响
通常,半制品纵向和挤出方向内部应力是不同的。这可以从自由收缩测试中看出。在热成型机器内,半制品(薄膜或片材)不能够自由收缩,因为在其进入机器后,马上就会至少有两侧被握持住:导辊喂入热成型机齿形链、拉幅机上的压板机。
使用齿形链传送薄膜的过程中,齿会刺穿薄膜厚度方向。只要材料具有足够的抗冲击、抗撕裂能力,就不是问题,否则,必须增加被握持住的边的尺寸,或在刺穿前加热,以防断裂。
板材的大小
内部应力高的片材或板材必须在加热过程中得到充分的拉伸,这样它们就不会在拉幅机上撕裂。在加热和成型机构分开设置的设备上,这些半制品只能在未夹持的边开始受到夹持前加热。在最糟糕的情况下,必须因此增加板材喂入方向的长度,从而造成材料成本的提高。
这个例子清晰地表明,半制品内部的应力会影响材料整体耗用量。
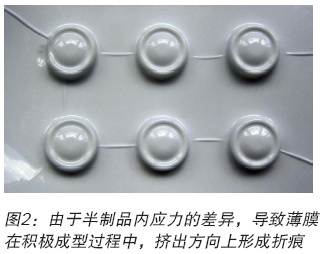
折痕
纵向和挤出方向上的内部应力差异越大,半制品成型温度越低,就越容易在挤出方向上产生折痕(见图1和2)。
轮廓清晰度
热塑性塑料内部应力只能在熔融状态下得到有效释放。但这不会在热成型过程中发生,因为半制品必须保持其薄膜或片材形状,直至最终成型。成型温度越低,半制品内应力释放越小;成型过程中拉伸越大,成型件内产生的应力越高。
这对成型件轮廓清晰度产生了影响,在热成型过程中,如果满足下列条件,会得到很清晰的轮廓:
● 在拉伸前,半制品内的应力尽可能低;
● 成型温度尽可能高;
● 成型过程中的拉伸尽可能低,成型压力尽可能高,以克服半制品内的应力,使模具的轮廓外形尽可能精确地反应到受热半制品上。
具有良好轮廓清晰度的塑料包括PS-HI、ABS、PP 和PPO等。另一方面,PC 和流延 PMMA 成型薄膜,则只需要采用很高的成型压力(一般高于10bar),生产出高度清晰的轮廓。
成型温度对边界清晰度影响的例外是,在加热时开始结晶的C-PET (半结晶PET) 或APET (非结晶 PET)塑料,这样的材料,在更高的成型温度时,成型边界清晰度会发生恶化。
成型收缩
成型件的成型收缩只会发生在出模以后。但任何仍存在于半制品内的内部应力的冻结,已随着模具的冷却,即,脱模前一步完成。内部应力因此对成型收缩的影响几乎可以忽略。
总结:稳定的生产至关重要
● 挤出过程对半制品生产影响重大
● 在挤塑过程中只是调整设置参数,热成型过程中行为特性不同的薄膜可能采用的是同样的材料,如,同样的聚合物原料和母料。
● 不管半制品内部的应力多高,如果机器设置人员发现成型工艺的正确设置方法, 这些参数必须在整个生产过程中保持稳定。
● 现有的“智能型“设备不能补偿所有可能的波动。因此,更重要的是,成型复杂部件时,各批次的半制品必须具有高度稳定一致的品质。
● 半制品内部应力的重现性依然是挤出过程中最大的挑战。但即便是今天,也只会在很少的情况下,由半制品供应商或热成型加工客户来完成对这种材料特性的系统性测试和记录。(end)
|
|
| 文章内容仅供参考
(投稿)
(4/3/2015) |
对 塑料挤出机 有何见解?请到 塑料挤出机论坛 畅所欲言吧!
|