|
焊接设备/切割机 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
|
|
|
武汉华工激光工程有限责任公司 (编号 1310)
|
http://www.hglaser.com http://mall.hglaser.com |
|
|
|
公司介绍 | 产品与服务 | 新闻 | 技术文章 | 联系方式
|
|
|
|
法利莱:激光切割机在航空发动机上的应用 |
|
|
newmaker |
|
导读:作为世界切割与焊接技术的领先品牌,法利莱以大功率、高端、智能化激光装备为主面向全球市场。法利莱的激光切割和等离子切割系统广泛地应用于航空和航天工业的各个生产部件。
一台航空发动机从进气道到尾喷口的各个部件的上百种零件需激光切割,本文以扇形叶型板、隔热屏及化铣零件的激光切割为典型零件,从零件要求、选用设备、应用结果方面介绍了先进激光切割技术在航空发动机制造中的应用。
1、扇形叶型板型孔激光精密加工
扇型块是航空发动机的典型结构件,由内到外分别由流道叶型板、大弯边叶型板、叶片、T 型叶型板和上叶型板经高温真空钎焊而成。扇形块焊接组合件示意如图1所示。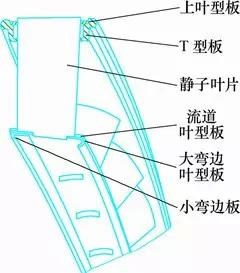
叶片为轧制件,轮廓精度为0.05mm,前、后缘R0.12mm。为满足钎焊对叶片与叶型板上的叶型孔装配间隙0.05~0.1mm的要求和各型孔φ0.08mm位置度要求,流道叶型板、大弯边叶型板和上叶型板的叶型孔加工允许采用激光切割,重熔层厚度≤0.03mm。保证零件的轮廓度、位置度和重熔层要求是该零件的难点。流道叶型板零件如图2所示。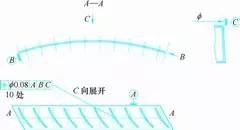
2、隔热屏群孔激光精密切割
隔热屏呈锥形多环波,壁厚0.8~1.2mm,直径和高度在1m左右,孔径1~5mm,孔垂直于零件表面,数量2000~10万个不等。该类零件一般采用钣金成形和焊接工艺制造,热处理后,残留较大的变形,变形不易消除。零件自由状态下圆度偏差达到100mm、波高偏差约3mm,波距偏差约5mm。孔的加工是孔中心距波峰的位置精度±0.2mm。由于零件在自由状态下偏差较大,孔的数量极多,一般的加工方法无法高效和质量要求,所以需采用激光加工。要加工的孔径>0.8mm,孔采用激光环切的方法加工。
在零件存在圆度大、波高、波距偏差的情况下保证孔位置度要求是该零件的难点。隔热屏零件如图3所示。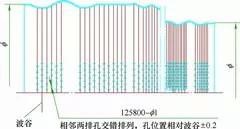
通过零件特征扫描,测量出零件上多个波的每一波峰的实际位置,再用多功能加工程序运算调整每一排的打孔位置,实现环状波型件轴向高精度打孔。零件特征扫描如图4所示。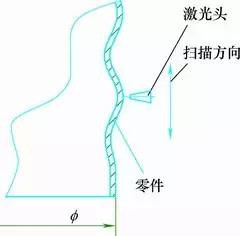
零件上的孔是垂直于零件表面的,传统的追踪方法是沿着加工方向追踪,会产生一定的高度偏差。利用定向追踪表面技术,保证孔位置测量与加工的正确性。定向追踪表面如图5所示。通过应用多个先进功能保证了零件的要求,切孔完成的零件如图6所示。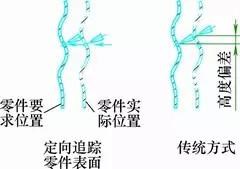


3、钛合金化铣涂层激光切割
航空发动机为提高性能,常设计出有特殊要求的零件。如图7机匣筒体,零件为钛合金材料,筒体φ1000mm,高600mm,壁厚1mm。在筒体上分部各种功能的安装座及5mm厚的加强筋,达到1mm厚筒体的重量,4 mm筒体强度的性能。
该零件可以采用5mm厚的筒体用数控加工中心机械加工的方法制造,但存在钛合金材料机械加工难度大、加工量大加工效率低、零件大而薄不易保证要求等多个问题。采用化铣的加工方法可大幅度提高效率和质量,降低成本。
机匣筒体化铣是将零件制造成5mm厚的筒体钛合金筒体,在零件表面涂防腐涂层,按筋和安装座的形状高精度地刻出形线,将需铣削表面的涂层去除,将零件浸入化铣液中浸蚀,完成零件的加工。形线的精确高效刻型是化铣技术的关键技术,只有激光切割可满足要求。
Contour DM系列数控激光切割机
激光加工技术在航空发动机制造中的应用包括激光焊接、激光切割、激光打孔、激光表面处理、激光增材制造等,其中激光切割占激光加工总产量的70%以上,是一项主要的激光工艺技术。激光切割加工技术是推动以航空、航天飞行代表的运动载工具向高性能、轻量化、长寿命、短周期、低成本等方向发展的关键制造技术。尤其在航空工业,激光切割加工技术极大地促进了航空制造技术的跨越发展。(end)
|
|
| 文章内容仅供参考
(投稿)
(3/30/2015) |
|
| 武汉华工激光工程有限责任公司联系方式:
|
| 网址: |
http://www.hglaser.com http://mall.hglaser.com
|
电话:86 -27 -87180452 |
| 地址: |
中国·湖北·武汉东湖高新技术开发区华中科技大学科技园华工科技激光产业园 |
|
|
|
对 焊接设备/切割机 有何见解?请到 焊接设备/切割机论坛 畅所欲言吧!
|