|
еӨҚеҗҲжқҗж–ҷ/иғ¶зІҳеүӮ |
|
| жҢүиЎҢдёҡзӯӣйҖү |
|
|
| жҢүдә§е“ҒзӯӣйҖү |
|
|
| |
|
жҹҘзңӢжң¬зұ»е…ЁйғЁж–Үз« |
| |
|
|
|
|
жұҪиҪҰеҲ¶йҖ пјҡжӢүжҢӨе·ҘиүәжҸҗеҚҮдә§йҮҸ |
|
|
дҪңиҖ…пјҡAIMPLAS |
|
дёҖдёӘеҗҲдҪңжҖ§зҡ„欧жҙІйЎ№зӣ®еёҢжңӣйҖҡиҝҮж”№иҝӣжӢүжҢӨжҲҗеһӢе·Ҙиүәе®һзҺ°еӨҚеҗҲжқҗж–ҷеңЁжұҪиҪҰиЎҢдёҡдёӯзҡ„жӣҙеӨҡеә”з”ЁгҖӮиҘҝзҸӯзүҷеЎ‘ж–ҷжҠҖжңҜдёӯеҝғAIMPLAS зҡ„Nora LardiГ©s Miazza д»Ӣз»ҚдәҶиҝҷдёҖйЎ№зӣ®зҡ„е…·дҪ“зӣ®ж ҮгҖӮ
з”ҹдә§иҪ»еһӢжұҪиҪҰжүҖиҰҒйқўдёҙзҡ„жҢ‘жҲҳдј—жүҖе‘ЁзҹҘпјҢиҪ»еһӢжұҪиҪҰе…·жңүдҪҺжІ№иҖ—дјҳеҠҝпјҢеҸҜд»ҘзӣҙжҺҘеҮҸе°‘жё©е®Өж°”дҪ“зҡ„жҺ’ж”ҫгҖӮжӯӨеӨ–пјҢжұҪиҪҰеҲ¶йҖ е•Ҷе·Із»ҸжҠ•е…ҘдәҶеӨ§йҮҸзҡ„ж—¶й—ҙе’ҢйҮ‘й’ұз ”еҸ‘ж··еҗҲеҠЁеҠӣжұҪиҪҰе’Ңз”өеҠЁжұҪиҪҰпјҢеҮҸе°‘жҺ’ж”ҫеҲ°з©әж°”дёӯзҡ„жұЎжҹ“зү©гҖӮиҝҷз§Қж–°зҡ„з”өеҠЁжұҪиҪҰз»“жһ„е°ҶйңҖиҰҒжӣҙиҪ»зҡ„жқҗж–ҷе’Ңж–°зҡ„з”ҹдә§е·ҘиүәпјҢе·Ҙиүәеҝ…йЎ»жӣҙз®ҖеҚ•гҖҒжӣҙзҒөжҙ»гҖӮ
еј•еҜјиҝҷз§ҚеҸҳеҢ–并代жӣҝдј з»ҹйҮ‘еұһжқҗж–ҷзҡ„жңҖдҪіжқҗж–ҷжҳҜеӨҚеҗҲжқҗж–ҷпјҲж··еҗҲжңүзҺ»з’ғзәӨз»ҙжҲ–зўізәӨз»ҙзҡ„зғӯеӣәжҖ§ж ‘и„ӮпјүгҖӮеӨҚеҗҲжқҗж–ҷе…·жңүиүҜеҘҪзҡ„жңәжў°жҖ§иғҪе’Ңй«ҳиҖҗи…җиҡҖжҖ§пјҢиҖҢдё”йҮҚйҮҸиҪ»гҖӮе®һйҷ…дёҠпјҢз”ЁеӨҚеҗҲжқҗж–ҷд»Јжӣҝй’ўиҙЁйғЁд»¶еӨ§зәҰеҸҜд»ҘеҮҸе°‘40% зҡ„йҮҚйҮҸгҖӮиҷҪ然зҺ»зәӨеўһејәеЎ‘ж–ҷпјҲGFRPпјүеңЁиҝҗиҫ“иЎҢдёҡзҡ„ж¶ҲиҖ—йҮҸеӨ§зәҰдёә350 еҗЁ/ е№ҙпјҢиў«з”ЁдәҺдёҚеҗҢзҡ„иҪҰиҫҶйғЁд»¶пјҢдҪҶеӨҚеҗҲжқҗж–ҷеңЁз»“жһ„йғЁд»¶дёӯзҡ„еә”з”Ёд»Қ然жҳҜеҫҲе°‘зҡ„пјҢеӣ дёәе®ғ们еҸӘиў«з”ЁдәҺеҺҹеһӢиҪҰгҖӮеӨҚеҗҲжқҗж–ҷз»“жһ„зҡ„е№ҝжіӣдҪҝз”Ёе°ҶзЎ®дҝқиҝҷдәӣиҪҰиҫҶжҜ”зӣ®еүҚзҡ„жұҪиҪҰйҮҚйҮҸиҪ»гҖӮ 
иҮӘеҠЁеҢ–йңҖжұӮ
еӨҚеҗҲжқҗж–ҷжұҪиҪҰйғЁд»¶еӨ§жү№йҮҸз”ҹдә§зҡ„дё»иҰҒйҡңзўҚжҳҜзјәд№ҸеӨҚеҗҲжқҗж–ҷзҡ„иҮӘеҠЁеҢ–еҠ е·ҘжҠҖжңҜпјҢиҝҷе°ұеўһеҠ дәҶе®ғ们зҡ„еҲ¶йҖ жҲҗжң¬гҖӮеңЁжүҖжңүзҡ„еӨҚеҗҲжқҗж–ҷз”ҹдә§е·ҘиүәдёӯпјҢиҮӘеҠЁеҢ–зЁӢеәҰжңҖй«ҳгҖҒжңҖй«ҳж•Ҳе’ҢжңҖе…·з«һдәүеҠӣзҡ„е·Ҙиүәе°ұжҳҜеҸҜд»Ҙеҫ—еҲ°жҒ’е®ҡжҲӘйқўзҡ„жӢүжҢӨжҲҗеһӢе·ҘиүәпјҲи§Ғеӣҫ2пјүгҖӮ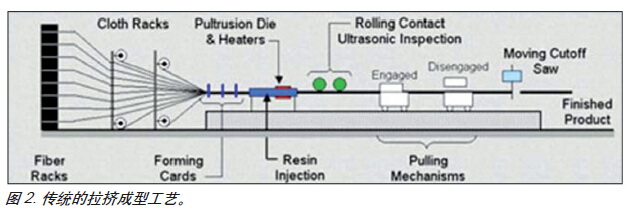
зӣ®еүҚпјҢжӢүжҢӨжҲҗеһӢе·Ҙиүәдё»иҰҒжҳҜе°ҶжөёжёҚзҡ„зәӨз»ҙеңЁжЁЎе…·дёӯжҲҗеһӢпјҲжөёжёҚжҳҜеңЁејҖж”ҫзҡ„ж§ҪжҲ–йҖҡиҝҮжіЁе°„е®ҢжҲҗзҡ„пјүгҖӮжЁЎе…·зҡ„еҠ зғӯзі»з»ҹпјҲйҖҡеёёжҳҜзғӯз”өйҳ»пјүжҺ§еҲ¶зқҖж ‘и„Ӯзҡ„еӣәеҢ–гҖӮеӨҚеҗҲжқҗж–ҷиў«жӢүжҢӨжҲҗеһӢд№ӢеҗҺеҶҚеҲҮеүІжҲҗжүҖйңҖй•ҝеәҰгҖӮ
然иҖҢпјҢдёҺдј з»ҹжқҗж–ҷзӣёжҜ”иҫғиҖҢиЁҖпјҢжӢүжҢӨеһӢжқҗзҡ„еҮ дёӘзјәзӮ№еүҠејұдәҶе®ғжң¬иә«зҡ„з«һдәүеҠӣпјҢиҝҷдәӣй—®йўҳиҝҳжңүеҫ…и§ЈеҶігҖӮдёҖж–№йқўпјҢиҜҘе·ҘиүәеҸ—йҷҗдәҺж ‘и„ӮеңЁжЁЎеҶ…жүҖйңҖзҡ„иҒҡеҗҲж—¶й—ҙпјҢиҝҷе°ұеҜјиҮҙжӢүжҢӨе·Ҙиүәзҡ„еҠ е·ҘйҖҹеәҰиҫғж…ўгҖӮ
еҸҰдёҖж–№йқўпјҢеҰӮжһңеһӢжқҗиЎЁйқўйңҖиҰҒж¶ӮеұӮжқҘжҸҗй«ҳиЎЁйқўиҙЁйҮҸпјҢеҝ…йЎ»еўһеҠ йўқеӨ–зҡ„е·ҘиүәжӯҘйӘӨеҜ№еһӢжқҗзҡ„иЎЁйқўеҒҡзІҫеҝғзҡ„еҮҶеӨҮпјҡжү“зЈЁе’ҢдёҠжјҶжҳҜйқһеёёиҖ—иҙ№йҮ‘й’ұе’Ңдәәе·Ҙдё”жұЎжҹ“дёҘйҮҚзҡ„е·ҘиүәиҝҮзЁӢгҖӮ
дёәдәҶи§ЈеҶіиҝҷдёӘй—®йўҳпјҢCOALINE йЎ№зӣ®дәҺ2013 е№ҙ9 жңҲеҗҜеҠЁгҖӮCOALINE йЎ№зӣ®пјҲдёәжӢүжҢӨжҲҗеһӢеӨҚеҗҲжқҗж–ҷзҡ„еңЁзәҝж¶ӮиЈ…ејҖеҸ‘дёҖз§ҚеҲӣж–°зҡ„з”ҹдә§е·Ҙиүәпјүзҡ„дё»иҰҒзӣ®ж ҮжҳҜеҫ—еҲ°дёҖз§Қжё…жҙҒзҡ„дёҖжӯҘејҸеңЁзәҝе·ҘиүәпјҢж— VOCе’Ңе°Ҹйў—зІ’зү©жҺ’ж”ҫпјҢйҮҮз”Ёдј ж„ҹжҠҖжңҜгҖҒе…Ҳиҝӣзҡ„жЁЎе…·и®ҫи®Ўе’Ңеҫ®жіўиҫ…еҠ©еӣәеҢ–жҠҖжңҜжқҘз”ҹдә§жӯЈзЎ®ж¶ӮиЈ…зҡ„жӢүжҢӨжҲҗеһӢеӨҚеҗҲжқҗж–ҷеһӢжқҗпјҢжҸҗй«ҳеӨҚеҗҲжқҗж–ҷ/ ж¶ӮеұӮзҡ„йҷ„зқҖеҠӣпјҢеҗҢж—¶йҷҚдҪҺеҠіеҠЁеҠӣжҲҗжң¬е’ҢеҠ е·ҘжҲҗжң¬пјҲи§Ғеӣҫ3пјүгҖӮжӯӨеӨ–пјҢCOALINE е·ҘиүәеҲ¶жҲҗзҡ„еһӢжқҗе°ҶйҖҡиҝҮеә•жјҶејҸж¶ӮиЈ…ж–№ејҸеҠ е…Ҙе…¶д»–жқҗж–ҷпјҢеҗҢж—¶е°ҶеңЁзәҝж¶ӮиЈ…е’ҢжҢүйңҖзІҳжҺҘжҖ§иғҪз»“еҗҲиө·жқҘгҖӮ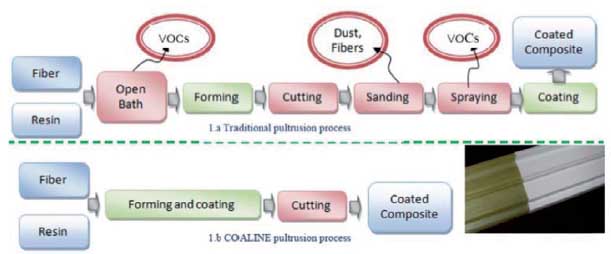
еӣҫ3. дј з»ҹжӢүжҢӨжҲҗеһӢе·ҘиүәдёҺCOALINE жӢүжҢӨжҲҗеһӢе·Ҙиүәзҡ„еҜ№жҜ”
COALINE йЎ№зӣ®зҡ„дё»иҰҒзӣ®ж ҮиЎҢдёҡжҳҜе»әзӯ‘е’ҢжұҪиҪҰпјҲ з”өеҠЁжұҪиҪҰй…Қ件пјүгҖӮCOALINE йЎ№зӣ®жүҖејҖеҸ‘зҡ„е·ҘиүәиҝҮзЁӢе°ҶиғҪеӨҹеӨ§еӨ§еҮҸе°‘жүҖйңҖиҰҒзҡ„е·ҘиүәжӯҘйӘӨд»ҘеҸҠжұЎжҹ“зү©жҺ’ж”ҫйҮҸпјҢд»ҺиҖҢз”ҹдә§еҮәеёҰжңүж¶ӮеұӮзҡ„й«ҳиҙЁйҮҸеӨҚеҗҲжқҗж–ҷйғЁд»¶пјҢе…¶дёӯжҲҗеһӢгҖҒж¶ӮеұӮе’ҢжҠӣе…үиҝҮзЁӢиў«ж•ҙеҗҲеңЁдёҖдёӘжӯҘйӘӨдёӯгҖӮеӣ жӯӨпјҢе°ұеҫ—еҲ°дәҶиғҪеӨҹеҸ–д»Јдј з»ҹйҮ‘еұһжұҪиҪҰз»“жһ„件зҡ„дҪҺжҲҗжң¬зғӯеӣәжҖ§еӨҚеҗҲжқҗж–ҷпјҢиҝҷе°ҶеҮҸиҪ»жұҪиҪҰзҡ„йҮҚйҮҸпјҢйҷҚдҪҺзҮғжІ№ж¶ҲиҖ—е’ҢзўіжҺ’ж”ҫгҖӮжӯӨеӨ–пјҢй«ҳжҖ§иғҪж¶ӮеұӮеһӢжқҗз”ҹдә§ж—¶й—ҙзҡ„зј©зҹӯе°ҶжҸҗй«ҳжұҪиҪҰиЎҢдёҡзҡ„дә§йҮҸпјҢ并е®һзҺ°иҝһз»ӯз”ҹдә§гҖӮ
COALINE йЎ№зӣ®ж—ЁеңЁи§ЈеҶій«ҳд»·еҖјж¶ӮеұӮжӢүжҢӨеһӢжқҗзҡ„з”ҹдә§йҡҫйўҳпјҢеӨ§е№…йҷҚдҪҺз”ҹдә§жҲҗжң¬пјҲжңҖй«ҳиҫҫ35%пјүпјҢеҮҸе°‘еӨ„зҗҶжӯҘйӘӨзҡ„ж•°йҮҸпјҢжҳҫи‘—жҸҗй«ҳдә§йҮҸпјҢжҸҗеҚҮе®ғ们зҡ„иҙЁйҮҸпјҲдёҺжңҖе…Ҳиҝӣзҡ„ж¶ӮеұӮжӢүжҢӨеһӢжқҗзӣёжҜ”пјүгҖӮиҝҷдәӣеҲӣж–°ж–№жі•еҢ…жӢ¬пјҡ
в—Ҷ ж–°зҡ„еӨҡзә§жЁЎе…·и®ҫи®ЎпјҢж ‘и„ӮеҸҠж¶Ӯж–ҷзҡ„иҒҡеҗҲеңЁеӨҡи…”з»“жһ„дёӯеҲҶеҲ«иҝӣиЎҢгҖӮ
в—ҶжЁЎе…·еҶ…йғЁзҡ„еҫ®жіўеҠ зғӯзі»з»ҹиғҪеӨҹзј©зҹӯиҒҡеҗҲеҸҚеә”зҡ„ж—¶й—ҙпјҢеҮҸе°‘еӨҚеҗҲжқҗж–ҷз”ҹдә§дёӯжүҖйңҖзҡ„иғҪиҖ—гҖӮMW зі»з»ҹзҡ„дҪҝз”ЁдёҚдҫқиө–дәҺеӨҚеҗҲжқҗж–ҷз”ҹдә§дёӯжүҖдҪҝз”Ёзҡ„зәӨз»ҙзұ»еһӢпјҲзҺ»з’ғзәӨз»ҙжҲ–зўізәӨз»ҙпјүгҖӮ
в—Ҷж–°еһӢж”№жҖ§ж ‘и„Ӯе’Ңиғ¶иЎЈд»ҘеҸҠMW еҹәеә§е…ұеҗҢж”№е–„иҫҗе°„еҗёж”¶пјҢе®һзҺ°еҝ«йҖҹеӣәеҢ–гҖӮ
в—ҶжҺ§еҲ¶зі»з»ҹйҖҡиҝҮжҺ§еҲ¶жҜҸдёҖдёӘе·ҘиүәжӯҘйӘӨдёӯзҡ„еӣәеҢ–зЁӢеәҰпјҢе®һзҺ°ж¶ӮеұӮе’ҢеӨҚеҗҲжқҗж–ҷзҡ„зІҳйҷ„гҖӮ
в—Ҷе°Ҷж ‘и„Ӯе’Ңж¶ӮеұӮзӣҙжҺҘжіЁе…ҘжЁЎе…·еҶ…йғЁпјҢжңҖеӨ§йҷҗеәҰең°еҮҸе°‘жҢҘеҸ‘жҖ§жңүжңәеҢ–еҗҲзү©пјҲVOCпјүзҡ„жҺ’ж”ҫпјҢд»ҺиҖҢж”№е–„е·Ҙдәәзҡ„е·ҘдҪңжқЎд»¶пјҢд№ҹйҒҝе…ҚдәҶеӨҚеҗҲжқҗж–ҷиЎЁйқўзҡ„еҗҺз»ӯеӨ„зҗҶгҖӮ
в—Ҷеҝ«йҖҹеӣәеҢ–зҡ„еә•жјҶдҪҝеҫ—еӨҚеҗҲжқҗж–ҷе’ҢйҮ‘еұһйғЁд»¶д№Ӣй—ҙеҸҜд»Ҙзӣёдә’зІҳйҷ„пјҢд№ҹдҪҝеҫ—жӢүжҢӨжҲҗеһӢз»“жһ„зҡ„еӣһ收е’Ңз»ҙжҠӨжӣҙеҠ е®№жҳ“гҖӮ
з»“и®ә
иҝҷдёҖйЎ№зӣ®еңЁжҸҗй«ҳиҪҰиҫҶжҖ§иғҪж–№йқўеҸҲеҗ‘еүҚиҝҲиҝӣдәҶдёҖжӯҘгҖӮйҰ–е…ҲпјҢйҮҚйҮҸзҡ„еҮҸиҪ»ж„Ҹе‘ізқҖиҪҰиҫҶиЎҢ驶иҝҮзЁӢдёӯйңҖиҰҒжӣҙе°‘зҡ„иғҪиҖ—пјӣиҪҰжһ¶дёҠзҡ„еҺӢеҠӣжӣҙе°ҸдәҶпјҢиҪҰжһ¶зҒөжҙ»жҖ§жҸҗй«ҳдәҶпјҢеӣ жӯӨиҪҪиҚ·иғҪеҠӣжҸҗй«ҳдәҶгҖӮе…¶ж¬ЎпјҢиҜҘйЎ№зӣ®е°ҶеҲ¶е®ҡеҮәжӣҙй«ҳзҡ„ж¶ӮеұӮ规иҢғпјҢд»ҺиҖҢдёәи…җиҡҖжҖ§жҒ¶еҠЈзҺҜеўғдёӯзҡ„ж“ҚдҪңеёҰжқҘзҰҸйҹігҖӮ
|
|
| ж–Үз« еҶ…е®№д»…дҫӣеҸӮиҖғ
(жҠ•зЁҝ)
(3/26/2015) |
еҜ№ еӨҚеҗҲжқҗж–ҷ/иғ¶зІҳеүӮ жңүдҪ•и§Ғи§ЈпјҹиҜ·еҲ° еӨҚеҗҲжқҗж–ҷ/иғ¶зІҳеүӮи®әеқӣ з•…жүҖж¬ІиЁҖеҗ§пјҒ
|