|
иҪҰеҲҖ/й•—еҲҖ |
|
| жҢүиЎҢдёҡзӯӣйҖү |
|
|
| жҢүдә§е“ҒзӯӣйҖү |
|
|
| |
|
жҹҘзңӢжң¬зұ»е…ЁйғЁж–Үз« |
| |
|
|
|
|
жңүж•ҲеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶ |
|
|
newmaker |
|
йҡҸзқҖжҲ‘еӣҪз»ҸжөҺзҡ„йЈһи·ғеҸ‘еұ•пјҢеҗ„з§ҚиҪ»гҖҒйҮҚе·Ҙдёҡиҝ…йҖҹеҙӣиө·е№¶еҸ‘еұ•пјҢжёЈжөҶжіөзҡ„йңҖжұӮйҮҸд№ҹж—ҘзӣҠеўһеӨҡпјҢеҰӮдҪ•еҲ¶йҖ 并еҠ е·ҘеҮәеҗ„ж–№йқўжҖ§иғҪдјҳиүҜзҡ„жёЈжөҶжіөжҲҗдёәдәҶеҪ“д»ЈеӯҰжңҜз•ҢдёҚж–ӯжҺўзҙўзҡ„зӣ®ж ҮгҖӮжң¬ж–Үдё»иҰҒи®Іиҝ°дәҶжёЈжөҶжіөзҡ„з”ЁйҖ”еҸҠжқҗиҙЁпјҢе’ҢйҖӮеҗҲеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶зҡ„еҲҖе…·гҖӮ
дёҖгҖҒжёЈжөҶжіөзҡ„з”ЁйҖ”еҸҠжқҗиҙЁпјҹ
жёЈжөҶжіөд№ҹеҸҜз§°д№ӢдёәзҰ»еҝғжіөпјҢжҳҜеҖҹеҠ©зҰ»еҝғеҠӣжіөзҡ„еҸ¶иҪ®зҡ„ж—ӢиҪ¬зҡ„дҪңз”ЁпјҢдҪҝеҫ—еӣәжҖҒе’Ңж¶ІжҖҒж··еҗҲд»ӢиҙЁиғҪйҮҸеўһеҠ 并且е°Ҷз”өиғҪиҪ¬жҚўжҲҗд»ӢиҙЁзҡ„еҠЁиғҪе’ҢеҠҝиғҪзҡ„дёҖз§Қжңәжў°и®ҫеӨҮгҖӮ
з”ұдәҺжёЈжөҶжіөзҡ„е·ҘдҪңзҺҜеўғжҒ¶еҠЈпјҢеёёе·ҘдҪңеңЁејәй…ёгҖҒејәзўұзӯүи…җиҡҖжҖ§зү©иҙЁзҡ„зҺҜеўғдёӯпјҢеҜјиҮҙдҪҝз”ЁеҜҝе‘ҪзҹӯпјҢдёәдәҶдҪҝжёЈжөҶжіөиҺ·еҫ—иҫғй«ҳзҡ„дҪҝз”ЁеҜҝе‘ҪпјҢеёёйҖүз”Ёй«ҳејәеәҰй«ҳзЎ¬еәҰгҖҒиҖҗи…җиҡҖжҖ§е’ҢиҖҗзЈЁиҡҖжҖ§ејәзҡ„й«ҳ铬еҗҲйҮ‘й“ёй“ҒдҪңдёәжёЈжөҶжіөзҡ„дё»иҰҒжқҗж–ҷпјҢеҰӮCr15Mo3пјҢCr15Mo2CuпјҢKmTBCr12 пјҢCr20 пјҢCr26зӯүгҖӮ
й«ҳ铬еҗҲйҮ‘й“ёй“Ғй“ёйҖ еҗҺзҡ„зЎ¬еәҰй«ҳиҫҫHRC60е·ҰеҸіпјҢжҳҜеҪ“еүҚжҖ§иғҪжңҖеҘҪзҡ„иҖҗзЈЁжқҗж–ҷд№ӢдёҖпјҢдё»иҰҒе№ҝжіӣз”ЁдәҺзҹҝеұұгҖҒз”өеҠӣгҖҒеҶ¶йҮ‘гҖҒз…ӨзӮӯгҖҒзҺҜдҝқзӯүиЎҢдёҡиҫ“йҖҒеҗ«жңүзЈЁиҡҖжҖ§еӣәдҪ“йў—зІ’зҡ„жөҶдҪ“гҖӮжёЈжөҶжіөзҡ„е·ҘдҪңзҺҜеўғдёҚеҗҢпјҢеҗҚз§°д№ҹйҡҸзқҖж”№еҸҳпјҢеҰӮеңЁжҙ—з…ӨиЎҢдёҡгҖҒжө·ж°ҙйҖүз Ӯе’Ңз–ҸжөҡжІійҒ“зӯүйўҶеҹҹпјҢеҸҲиў«з§°дҪңжіҘжөҶжіөгҖҒжіҘжіөзӯүгҖӮ
дәҢгҖҒжёЈжөҶжіөйӣ¶йғЁд»¶зҡ„еҠ е·Ҙе·Ҙиүә
жёЈжөҶжіөзҡ„йӣ¶йғЁд»¶еҫҲеӨҡпјҢдё»иҰҒйғЁд»¶жңүеҸ¶иҪ®гҖҒжіөиҪҙгҖҒжҠӨеҘ—гҖҒеүҚжҠӨжқҝгҖҒеҗҺжҠӨжқҝгҖҒжіөеЈіе’ҢиҪҙе°ҒиЈ…зҪ®гҖӮе…¶дёӯеҸ¶иҪ®зҡ„дҪңз”ЁжҳҜе°ҶеҺҹеҠЁжңәзҡ„жңәжў°иғҪзӣҙжҺҘдј з»ҷж¶ІдҪ“пјҢд»ҘеўһеҠ ж¶ІдҪ“зҡ„йқҷеҺӢиғҪе’ҢеҠЁиғҪ(дё»иҰҒеўһеҠ йқҷеҺӢиғҪ)гҖӮиҪҙе°ҒиЈ…зҪ®зҡ„дҪңз”ЁжҳҜйҳІжӯўжіөеЈіеҶ…ж¶ІдҪ“жІҝиҪҙжјҸеҮәжҲ–еӨ–з•Ңз©әж°”жјҸе…ҘжіөеЈіеҶ…гҖӮдёӢйқўе°ұз®ҖеҚ•д»Ӣз»ҚдёҖдёӢжёЈжөҶжіөйӣ¶йғЁд»¶еҸ¶иҪ®е’ҢжіөиҪҙпјҲеҰӮдёӢеӣҫпјүзҡ„зҡ„еҠ е·Ҙе·ҘиүәгҖӮ
еҸ¶иҪ®

жіөиҪҙ
еҸ¶иҪ®зҡ„еҠ е·Ҙе·ҘиүәпјҡзІ—иҪҰиҝӣеҸЈз«ҜеҸЈзҺҜе’ҢеүҚжқҝйқўвҖ”зІҫиҪҰеүҚеҸЈзҺҜдёҺеҶ…еӯ”пјҲдҝқиҜҒеҗҢеҝғеәҰиҰҒжұӮпјүвҖ”жҸ’й”®ж§ҪпјҲдҝқиҜҒй”®ж§ҪеҜ№з§°еәҰпјүвҖ”й’»еҸ¶иҪ®е№іиЎЎеӯ”пјҲдҝқиҜҒеӨ§е°ҸеқҮеҢҖеҲҶеёғпјүвҖ”жЈҖйӘҢпјҲе№іиЎЎиҜ•йӘҢпјүвҖ”жЈҖйӘҢе…Ҙеә“гҖӮ
жіөиҪҙзҡ„еҠ е·Ҙе·ҘиүәпјҡзІ—иҪҰвҖ”зғӯеӨ„зҗҶпјҲи°ғиҙЁпјүвҖ”еҚҠзІҫиҪҰвҖ”зІҫеҠ е·ҘвҖ”й“Јй”®ж§ҪвҖ”зЈЁеӨ–еңҶвҖ”жЈҖйӘҢе…Ҙеә“гҖӮ
е…¶дёӯжіөеҸ¶иҪ®жҳҜжёЈжөҶжіөдёӯе”ҜдёҖзҡ„еҒҡе·ҘйғЁд»¶пјҢеёёйҮҮз”ЁCr26дҪңдёәдё»иҰҒжқҗж–ҷгҖӮеҸ¶иҪ®жңү5-12дёӘеҸ¶зүҮпјҢйҮҮз”ЁиҪҰеәҠеҠ е·Ҙж—¶иҫғйҡҫеҠ е·ҘпјҢеҺҹеӣ еңЁдәҺдёҖпјҡжҳҜCr26пјҲй«ҳ铬铸й“Ғпјүз»ҸиҝҮй“ёйҖ д№ӢеҗҺзЎ¬еәҰй«ҳпјҢ并且еӨ§еһӢй“ёйҖ 件常еҮәзҺ°й“ёйҖ зјәйҷ·пјҢеҰӮзҷҪеҸЈпјҢзЎ¬иҙЁзӮ№зӯүпјӣдәҢжҳҜеҸ¶иҪ®еұһдәҺж–ӯз»ӯеҲҮеүҠпјҢиҝҷе°ұз»ҷеҠ е·ҘеҸҲеўһеҠ дәҶйҡҫеәҰгҖӮ
дёүгҖҒеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶еҰӮдҪ•йҖүжӢ©еҲҖе…·
зӣ®еүҚеёӮеңәдёҠжңүдёүз§ҚеҲҖе…·еҸҜеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶пјҡзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·пјҢйҷ¶з“·еҲҖе…·е’Ңз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·гҖӮдёӘдәәи®Өдёәз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·иҫғйҖӮеҗҲеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶гҖӮ
з”ұдәҺжёЈжөҶжіөйӣ¶йғЁд»¶й“ёйҖ жҲ–з»ҸиҝҮзғӯеӨ„зҗҶеҗҺзҡ„зЎ¬еәҰй«ҳпјҢдҪҝе…¶еҠ е·ҘдёҚжҳ“гҖӮжңәжў°еҲ¶йҖ е•ҶжңҖж—©йҮҮз”ЁзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·жқҘеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶пјҢдҪҶзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·з”ұдәҺиҮӘиә«еҲҖдҪ“зЎ¬еәҰдёҚеӨҹпјҢеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶е°Өе…¶жҳҜеӨ§еһӢ铸件表йқўй«ҳдҪҺдёҚе№іпјҢеӯҳеңЁй“ёйҖ зјәйҷ·пјҢеҠ е·ҘиҝҮзЁӢдёӯеҜјиҮҙзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·зЈЁжҚҹеҝ«пјҢдёҖдёӘе·Ҙ件еҠ е·ҘдёҚе®Ңе°ұиҰҒжҚўеҲҖпјҢеҪұе“ҚеҠ е·Ҙж•ҲзҺҮпјҢеҲҖе…·иҙ№з”Ёй«ҳгҖӮ
д№ӢеҗҺйҮҮз”Ёйҷ¶з“·еҲҖе…·пјҢйҷ¶з“·еҲҖе…·зҡ„зү№зӮ№е°ұдёҚеҶҚж¬Ўи§ЈйҮҠпјҢжүҖд»Ҙйҷ¶з“·еҲҖе…·дёҚйҖӮеҗҲеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶пјҢеҰӮйҖүжӢ©йҷ¶з“·еҲҖе…·пјҢеҝ…йЎ»еңЁдёҚйңҖиҰҒиҖғиҷ‘е…¬еҸёж•ҙдҪ“ж•ҲзӣҠзҡ„жғ…еҶөдёӢпјҢзІҫеҠ е·ҘйҖүжӢ©е°Ҹиҝӣз»ҷйҮҸзҡ„еҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶гҖӮ
д»ҘдёҠдёӨз§ҚеҲҖе…·еқҮдёҚиғҪеҫҲеҘҪзҡ„и§ЈеҶіжёЈжөҶжіөйҡҫеҠ е·Ҙзҡ„й—®йўҳпјҢд№ӢеҗҺз ”еҲ¶еҮәз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·пјҢиҷҪиҜҙз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·зҡ„и„ҶжҖ§жҳҜдёҚдәүзҡ„дәӢе®һпјҢдҪҶзӣёиҫғдәҺйҷ¶з“·еҲҖе…·иҝҳжҳҜжҜ”иҫғжҠ—еҶІеҮ»зҡ„пјҢдҪҶејҖе§Ӣд№ҹжҳҜдё»иҰҒйҖӮз”ЁдәҺзІҫеҠ е·Ҙе·ҘеәҸдёӯгҖӮзӣҙеҲ°еҗҺжқҘжҲ‘еӣҪеҚҺиҸұи¶…зЎ¬з ”еҲ¶зҡ„йқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·BN-K1зүҢеҸ·пјҢдҪҝзІ—еҠ е·ҘжёЈжөҶжіөйӣ¶д»¶еҸҳжҲҗзҺ°е®һгҖӮд»ҺзЎ¬еәҰдёҠжқҘи®ІпјҡеҚҺиҸұи¶…зЎ¬BN-K1зүҢеҸ·пјқдј з»ҹз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·пјһйҷ¶з“·еҲҖе…·пјһзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·пјӣд»Һйҹ§жҖ§дёҠжқҘи®ІпјҡеҚҺиҸұи¶…зЎ¬BN-K1зүҢеҸ·пјһдј з»ҹз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·пјһзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·пјһйҷ¶з“·еҲҖе…·пјӣ
еҚҺиҸұи¶…зЎ¬пјҢдҪңдёәи¶…зЎ¬еҲҖе…·еӣҪдә§еҢ–зҡ„е…Ҳй©ұпјҢдё“дёҡзЎ¬жқҗж–ҷеҠ е·Ҙе·Ҙе…·зҡ„йўҶеҜјиҖ…пјҢеӣҪеҶ…йҰ–ж¬ЎжҸҗеҮәзІ—еҠ е·Ҙз”ЁвҖңз«Ӣж–№ж°®еҢ–зЎјж•ҙдҪ“иҒҡжҷ¶еҲҖзүҮвҖқжҰӮеҝөпјҢзӢ¬е®¶йқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·еңЁй«ҳзЎ¬еәҰжқҗж–ҷпјҢзғӯеӨ„зҗҶеҗҺзҡ„й«ҳзЎ¬еәҰе·Ҙ件пјҢе’Ңе…¶д»–йҡҫеҲҮеүҠжқҗж–ҷзҡ„йӣ¶д»¶зӯүйўҶеҹҹеҫ—еҲ°е№ҝжіӣеә”з”ЁпјҢ并且жү“з ҙдәҶеӣҪеӨ–еҠ е·Ҙй«ҳзЎ¬еәҰйҡҫеҠ е·Ҙжқҗж–ҷзҡ„еһ„ж–ӯпјҢеңЁи¶…зЎ¬еҲҖе…·еӯҰжңҜз•Ңдә«жңүеҫҲй«ҳеЈ°иӘүгҖӮ
еҚҺиҸұи¶…зЎ¬йқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·BN-K1зүҢеҸ·зҡ„дјҳеҠҝпјҡдёҺзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·зӣёжҜ”зЎ¬еәҰй«ҳпјҢиҖҗзЈЁжҖ§еҘҪпјӣдёҺйҷ¶з“·еҲҖе…·е’Ңдј з»ҹз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·зӣёжҜ”жҠ—еҶІеҮ»жҖ§ејәпјҢеҸҜж–ӯз»ӯеҲҮеүҠеҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶еҸ¶иҪ®гҖӮ
дёӢйқўе°ұз®ҖеҚ•д»Ӣз»ҚдёҖдёӢеҚҺиҸұи¶…зЎ¬еҲҖе…·еҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶еҸ¶иҪ®зҡ„жЎҲдҫӢгҖӮ
еӣӣгҖҒеҚҺиҸұи¶…зЎ¬йқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·BN-K1зүҢеҸ·еҠ е·ҘжёЈжөҶжіөйӣ¶йғЁд»¶еҸ¶иҪ®зҡ„жЎҲдҫӢ
еҠ е·Ҙжқҗж–ҷпјҡй«ҳ铬铸й“ҒCr26пјӣ
еҠ е·Ҙе·ҘеәҸпјҡиҪҰеүҠеӨ–еңҶпјҢз«Ҝйқўпјӣ
еҲҖе…·зүҢеҸ·пјҡBN-K1зүҢеҸ·пјӣ
еҲҮеүҠеҸӮж•°пјҡvc=75m/minпјҢap=2.5-5mmпјҢf=0.1mm/rпјӣ
еҠ е·Ҙж–№ејҸпјҡж–ӯз»ӯеҲҮеүҠпјӣе№ІејҸеҲҮеүҠгҖӮ
еҠ е·Ҙж•ҲжһңпјҡеңЁиҪҰеүҠеҸ¶иҪ®дҪҝз”ұдәҺеҸ¶иҪ®жңү5-12дёӘеҸ¶зүҮпјҢжүҖд»ҘеҸ¶иҪ®жҜҸиҪ¬дёҖе‘ЁеҲҖе…·иҰҒжүҝеҸ—5ж¬Ў-12ж¬ЎеҶІеҮ»гҖӮBN-K1зүҢеҸ·з«Ӣж–№ж°®еҢ–зЎјеҲҖе…·ж–ӯз»ӯеҲҮеүҠиҝҮзЁӢдёӯжІЎжңүдә§з”ҹж–ӯиЈӮз ҙзўҺпјҢ并且еңЁеҚҺиҸұи¶…зЎ¬йқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·BN-K1зүҢеҸ·зҡ„еҲҮеүҠйҖҹеәҰй«ҳдәҺйҷ¶з“·еҲҖе…·зҡ„еҗҢж—¶пјҢеҚ•еҲғеҜҝе‘ҪжҳҜйҷ¶з“·еҲҖе…·зҡ„7еҖҚпјҢе……еҲҶеұ•зҺ°дәҶйқһйҮ‘еұһзІҳеҗҲеүӮз«Ӣж–№ж°®еҢ–зЎјеҲҖе…·зҡ„жҠ—еҶІеҮ»жҖ§пјҢдёҚд»…йҷҚдҪҺдәҶеҲҖе…·зҡ„дҪҝз”ЁжҲҗжң¬пјҢиҪҰеүҠж•ҲзҺҮд№ҹжҸҗй«ҳдәҶгҖӮ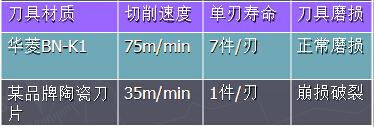
дә”гҖҒз»“и®ә
йҡҸзқҖзҺ°д»ЈжҠҖжңҜзҡ„дёҚж–ӯеҸ‘еұ•пјҢжңәжў°еҲ¶йҖ е•ҶйғҪеңЁеҠӘеҠӣдҪҝе·Ҙ件иҺ·еҫ—жӣҙеҘҪзҡ„дҪҝз”ЁеҜҝе‘ҪпјҢе°ұеҰӮжёЈжөҶжіөиЎҢдёҡд№ҹйғҪйҮҮз”ЁжӣҙиҖҗзЈЁиҖҗи…җиҡҖзҡ„й«ҳ铬铸й“ҒжқҗиҙЁдҪңдёәдё»иҰҒжқҗж–ҷпјҢиҝҷеҜ№еҲҖе…·иЎҢдёҡжқҘиҜҙжҳҜж— еҪўдёӯзҡ„еҺӢеҠӣпјҢйқўеҜ№д»ҘдёҠжғ…еҶөпјҢеҲҖе…·иЎҢдёҡд№ҹе°ұеҸӘиғҪеҠӘеҠӣз ”еҲ¶еҮәй«ҳиҙЁйҮҸй«ҳжҖ§иғҪй«ҳж•ҲзҺҮзҡ„еҲҖе…·жқҗж–ҷпјҢжүҚиғҪйЎәеә”ж—¶д»Јзҡ„еҸ‘еұ•гҖӮ(end)
|
|
| ж–Үз« еҶ…е®№д»…дҫӣеҸӮиҖғ
(жҠ•зЁҝ)
(3/2/2015) |
еҜ№ иҪҰеҲҖ/й•—еҲҖ жңүдҪ•и§Ғи§ЈпјҹиҜ·еҲ° иҪҰеҲҖ/й•—еҲҖи®әеқӣ з•…жүҖж¬ІиЁҖеҗ§пјҒ
|