|
工程塑料 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
PC/ABS热稳定性差造成的损害及解决方案 |
|
|
作者:南通日之升 |
|
作为PC/ABS的改性制造商,常会在造粒过程中,特别是客户注塑时遇到一些质量问题,如表面银丝,气痕,颜色发黄,韧性下降等,或者在后期的热氧老化试验、装配、打螺丝孔等过程中出现失效。而常规的改善措施在开始时都会失效。我们看一些常见的案例。
案例一
某汽车配套厂在使用PC/ABS注塑某牌号汽车尾灯时,连续多天出现表面银丝。经过排查,粒料干燥及注塑温度均无问题。后观察发现注塑机料筒较大,长度较长,其塑化容量为制件重量的近8倍,稍作停留银丝就会加重。因此熔体受热过久所致分解气体较多,是导致此银丝的根本原因。后通过减少塑化量解决。
案例二 螺丝孔开裂
某汽车配套厂在使用PC/ABS生产TFT面板,在后期打螺丝孔时出现开裂。排查发现,原材料检测冲击合格,通过模流分析也排除了熔接线的原因。后通过降低加工温度及减短熔胶时间,避免材料由于长时间受热而分解变脆,问题得到解决。
案例三
某改性厂使用回料PC/ABS制作电缆接线盒(较厚)时,总是出现装配开裂的情况,即使补充高胶粉也无改善。后通过添加某含有环氧基团的助剂才得以解决,而此环氧基团助剂一个重要作用是提升PC/ABS热稳定性。
通过分析上面的案例,我们可以发现:其最终原因都指向了PC/ABS的热稳定性问题。然而,在开始面对这些问题的时候,我们却很难直接想到这一点(如遇到螺丝孔开裂,我们最直接的反应就是熔接线问题或者胶量不足),这也反映了PC/ABS热稳定性问题的隐秘性和复杂性。面对这些问题,我们常用的招数是降低注塑温度、减少塑化量等,但这却是治标不治本的。而且在大多数情况下,工艺的改变是受限制的或者会带来新的问题。
PC/ABS热稳定性差的原因
一般来说,PC/ABS的热稳定性与PC和ABS的热稳定性都有关系。但由于PC含有强极性的酯基,其在热的条件下极易受微量水分、酸碱离子、ABS合成中残留助剂等的影响而发生降解,因此PC部分对PC/ABS的热稳定性影响至关重要,因而更需要关注。 PC的降解很容易发生。下列左图是PC的结构示意图及各化学键键能情况,其在单纯的高温、高剪切情况下即可发生异丙基链断裂、碳酸键重排等反应,而在微量的水分、醇、ABS合成中残留的碱性电解质及催化剂、阻燃剂 、HALS、金属盐等的作用下会极大加剧降解速率,下列右图为PC受醇和水的进攻发生降解的示意图。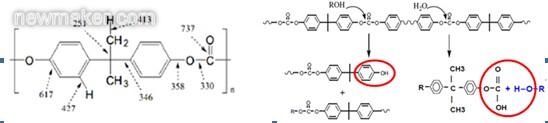
另外,现在的PC生产商在合成过程中一般已经进行了封端处理,但仍会有部分羟基残留,特别是在一些流动性较高、分子量分布较宽的产品里。
因此,针对这些问题,我们能够着手改善的方法主要是添加抗氧剂和粒料充分干燥。抗氧剂作用机理是捕捉降解过程中产生的自由基和分解氢过氧化物,但对已经生成的水分和醇类却难以起到作用,且其本身由于迁移、碱性等因素也会对产品造成损害。
而PC加工时由于酯基对水分的强敏感性,要求水分含量<0.02%,下图是PC烘料温度和时间对含水率的影响。可以看出,要想让含水率达到安全线以下,要求粒料至少在120℃烘干4h以上,由于设备、效率等因素,很多加工厂是达不到这个条件的。
PC的降解带来了很大的伤害。PC分子链断裂位置是随机的,而降解中产生的水分等会进一步引发其他分子链的断裂,这会造成分子量的急剧下降和分子量分布宽度的加大,导致整个合金外观和机械性能的下降。
下列左图为PC分子量对缺口冲击强度的影响,可以看出,PC分子量为2w左右时是一个临界点,低于此值时其冲击强度急剧下降。右图为市场常见PC分别取粒子、正常注塑样板、注塑热停留后样板测分子量,可以看出,各样品正常注塑打板的分子量与粒子相比稍有下降,但基本还在PC分子量临界值附近,但稍作热停留后,即发生大幅度下降到临界值之下,冲击强度损失严重。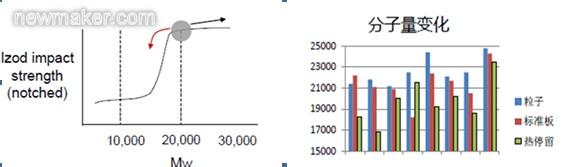
通过以上分析,我们就可以理解那些注塑过程中由于料筒过大、注塑时温度偏高以及制件较大时导致熔体热停留时间长而造成的银丝、螺丝孔开裂等问题了。
综上所述,PC/ABS是较易发生热降解的,而其降解后所带来的问题现象却令人很难直接归因于PC/ABS的热稳定性问题,这显示了PC/ABS热稳定性问题的隐秘性,而其带来的损害却是相当严重的。常规的添加抗氧剂、充分干燥等方式由于作用机理、本身特性及客观条件等限制存在其局限性。
那么,有没有什么方式,可以弥补抗氧剂的缺陷,不仅能够通过封端中止降解反应,也可以消灭降解中产生的小分子,甚至对PC分子链进行修补呢?
高熔体强度聚丙烯介绍
在欧美等发达国家,聚合物基发泡材料的年消耗量约占聚合物总消耗量的10%,并且以每年20%的速度增长。聚合物发泡材料具有密度小、比强度高、良好的隔热保温性以及节能环保等优点。聚合物发泡材料的应用从建筑、汽车到各种家庭生活用品,再到食品包装等各个领域,与我们的生活息息相关。
图1. 高熔体强度PP的应用领域
在过去的50多年,聚合物基发泡材料市场主要由无定型聚合物,比如聚氨酯(PU),聚苯乙烯(PS),聚氯乙烯(PVC)等主导。聚丙烯是聚合物发泡材料市场的一个迟来者,这主要是由其微观分子结构中线性半结晶结构所决定,这种结构的聚合物在熔融发泡过程中缺少获得均匀、可控泡孔结构应有的拉伸流变性能。
为了解决PP的发泡问题,必须改善PP的熔体强度。目前主要有下列4种方法,即采用高熔体强度PP(HMSPP)、PP部分交联、PP共混改性、PP/无机物复合材料。
1、 采用HMSPP
分子中含有支链结构的PP即为HMSPP。HMSPP的熔体强度一般是普通PP的1.5-15倍。长支链结构改变了普通PP所具有的应变软化的特征,改善了PP在加工过程中的缺陷。采用HMSPP进行发泡成型研究,发现HMSPP可以有效阻止气体流失,减少泡孔合并,提高PP泡沫塑料的体积膨胀率。
进行挤出发泡时,HMSPP所得制品与线性PP相比,泡孔密度小,泡孔合并现象少。用不同分子量的马来酸酐对PP进行接枝然后进行后处理,发现在一定范围内,PP的分子量越高,接枝后PP的热稳定性越好,熔体强度提高。
由于具有支链结构的HMSPP的熔体强度高,在发泡过程中泡孔不易合并或塌陷,开孔率低,泡孔结构好,因此对其开发利用具有很大意义。
2、PP部分交联
交联就是高分子链之间通过支链连结成一个三维空间网状结构。PP经过适当交联之后,熔体强度会有显著提高,交联的方法有辐射交联和化学交联两种。
3、PP共混改性
PP与其它聚合物共混改性可以获得良好的发泡性能,此技术受到了足够重视,发展很快,是当今研究的热点。
4、PP/无机物复合材料
PP与无机物共混后,其熔体强度提高。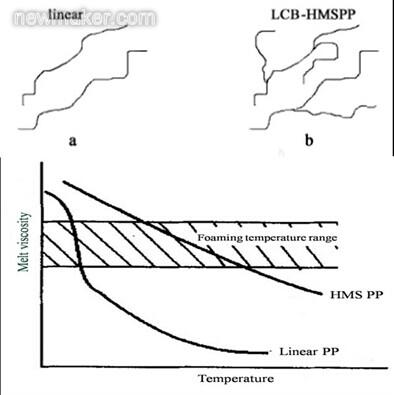
图2. HMSPP的分子结构及熔融发泡行为
在线性聚丙烯中加入HMSPP是提高聚丙烯材料发泡性能最简单的方法。HMSPP具有长链支化结构,这种结构材料的加入能够明显提高线性聚丙烯材料的流变性能,为制备微发泡聚丙烯材料提供了可能。聚丙烯发泡材料具有较宽范围的机械性能、热稳定性以及化学稳定性等传统发泡材料所不具备的优势。因此,聚丙烯发泡材料具有非常广阔的应用前景。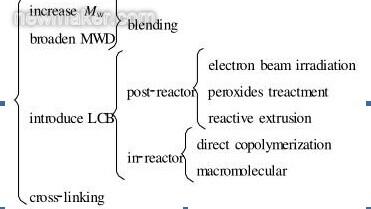
图3.高熔体强度PP的制备方法
HMSPP的分子设计主要体现在以上所说的三个方面即提高重均分子量与加宽分子量分布的掺混法、导入长支化结构的柱式反应器法(电子束辐照、过氧化物处理、反应挤出)及内反应器聚合法(直接共聚、大分子化)、交联法。
其中反应挤出即通过螺杆挤出机将聚丙烯与反应性单体熔融接枝来制备HMSPP。该方法由于其操作简便经济,适合工业化生产而成为目前采用的主要方法之一。
目前,这种长链支化结构的HMSPP生产技术被国际上少数几家大公司所垄断,售价较高,而我国在这方面无论研究还是生产均存在加大差距。因此,研制一种性能优异、外观良好的国产化的HMSPP已成为当务之急。(end)
|
|
| 文章内容仅供参考
(投稿)
(1/13/2015) |
对 工程塑料 有何见解?请到 工程塑料论坛 畅所欲言吧!
|