|
铸造机械/压铸设备 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
熔模铸造麻点麻坑缺陷的持续工艺改善 |
|
|
作者:黄炳荣 车顺强 景宗梁 |
|
摘 要:熔模铸造中麻点及麻坑是常见并较难解决的铸造缺陷,尝试面层采用专用刚玉砂制壳耐火材料、浇注后扣箱、浆料中加石墨、模壳浇注后局部风冷、模壳浇注后局部水冷、设置工艺钉等工艺措施,持续改善工艺条件,寻找到克服叶片铸件上的麻点、麻坑、龟裂的有 效方法。
关键词:控制氧化;还原气氛;石墨浆;浇注后风冷;浇注后水冷;工艺钉
熔模铸造不锈钢铸件表面最容易产生麻点、麻坑的缺陷,改善这些缺陷铸造工作者都感到较为棘手,产生此类缺陷往往会牵涉到系统的铸造工艺环节,所以必须持续地进行工艺改善,勇于实践,从中找到分析问题和解决问题的方法。
1 产品结构及浇注系统
我们试制外商的燃气机叶片,此叶片的内、外形状呈几何曲面,整体面积达303cm2,最大壁厚20mm,最薄壁厚2.8mm,见图1所示。材质类似于日本牌号SCS1,化学成分:C:0.08%~0.10%(外商要求≤0.08%), Mn:0.60%~0.80%,Si:0.20%~0.50%,Cr:12.0%~13.0%,Ni:0.4%~0.6%,Al:0.1%~0.3%,P:0.04%,S:0.03%。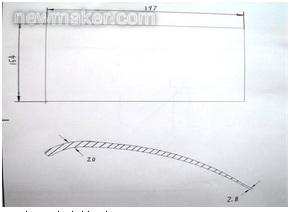
图1 叶片简图
此件虽然叶片的局部壁厚比较悬殊,但就整体而言,此产品还是属于薄壁件,考虑采取底注式狭缝内浇口,叶片的厚壁处放在上方,与横浇道相连接,形成较强的垂直方向的重力,以利补缩,生产实践证明,该浇注系统的设计是合理和可行的,可以排除麻点、麻坑的产生与浇注系统有关。见图2、图3和图4所示。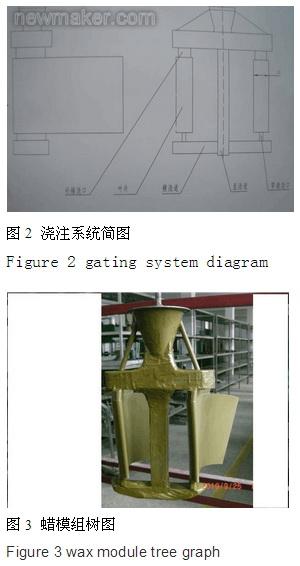 
2 耐火材料的优选试验
2.1 锆英材料良莠难辨
叶片的制壳、焙烧和浇注工艺简介:面层硅溶胶与锆英粉的粉液比1:3.4,浆料粘度值40~42s,撒锆英砂;第二、三层做预湿,采用莫来粉浆料,撒莫来砂;第四、五层不做预湿,采用莫来材料;最后用莫来浆封层;模壳焙烧温度1100℃;浇注温度1650℃~1670℃,抬包浇注。
经多次试浇,叶片上麻点、麻坑的缺陷始终严重存在,我们开始怀疑锆英材料可能有问题,由于缺乏分析仪器,难以知晓锆英材料的具体化学成分,质量控制的依据只能凭供应商的一纸“质保书”。于是,我们另行选择采购锆英粉和锆英砂的渠道,从新配浆料、仍按原工艺规程制壳、焙烧和浇注,麻点和麻坑有减少,但是还没有得到消除。多年来,锆英材料应用于面层制壳己经成为主流工艺,供应商看准此商机,鱼目混珠,谋取暴利。
当锆石中若是ZrO2含量<65%,而且含有Ca、Mg、K、Na氧化物,耐火度会急剧下降,锆石含有Fe会产生麻点和孔洞缺陷,己经成为铸造工作的共识。再说到Si,锆石是ZrO2-SiO2二元相矿物,高温时会分解析出无定形的SiO2,或者称作为“硅析”,此类氧化物具有相当高的活性,会与金属液中的某些元素起化学反应,是铸件表面产生麻点等的重要原因之一。面层制壳采用劣质锆英粉浆+撒锆英砂,焙烧前后涂层致密度的状况,见图5和图6。
图5 焙烧前的面层涂层的状况
图6 焙烧后的面层涂层的状况
2.2 刚玉材料优势凸显
追朔当年采用硅酸乙酯水解液+刚玉粉,面层撒白刚玉砂,背层撒棕刚玉砂生产高温合金航空产品、精密军工产品,对刚玉材料至今仍然颇为亲睐,面对锆英材料不适应叶片材质特性的情况下,选择了刚玉材料。制壳工艺如下:
硅溶胶+专用白刚玉粉,面层浆料之粉液比:1:3.15,粘度值:33s~36 s, 面层撒砂:80~120目专用白刚玉砂 第二层做预湿,采用第一层的浆料,粘度17s~18 s,撒80~100目专用白刚玉砂。第三层做预湿,采用第一层的浆料,粘度18~19s,撒40~70目专用白刚玉砂。第四层不做预湿,采用莫来粉浆,撒30~60目莫来砂。第五层不做预湿,莫来粉浆,粘度14s,撒16~30目莫来砂。用莫来粉浆封层。
该工艺方案浇注后,只是在补缩浇口位置的叶片壁厚最厚处局部出现少量的麻点,见图7所示。从此工艺改善实践中获到二个启发,一是,α—Al2O3电熔白刚玉在高温下呈碱性或中性,抗酸碱的作用能力强,在氧化剂、还原剂及金属液的作用下不发生变化的优良的化学稳定性,控制金属液的氧化。二是,莫来石中的杂质Fe2O3、活性金属氧化物CaO、MgO和碱性氧化物Na2O、K2O、TiO2对面层的渗透,对恶化铸件表面质量的严重性。
3 氧化条件的改善试验
3.1 浇注后扣箱加废蜡
麻点和麻坑缺陷的产生,一般会从金属液与涂层发生化学反应的角度去分析问题,去实施相关工艺措施。
在采用锆英材料作面层时,考虑到SCS1材质的液相线较高,叶片的壁厚又较薄,浇注温度始必要高一点,容易诱因麻点和麻坑的产生,浇注后,实施扣箱加废蜡的改善措施,二组模壳为一箱,在模壳上撒50g废蜡屑,将铁箱倒扣把模壳封闭在具有还原性的一氧化碳气氛中缓慢冷却。
用专用刚玉材料作面层的模壳,也做过扣箱加废蜡的试验。
实践证明,扣箱加蜡的举措,对低碳含量的类似SCS1不锈钢叶片表面消除麻点、麻坑效果甚微。
3.2 加固层浆料中加石墨
从理论上讲,模壳浇注后,还原性气氛对铸件表面的细化和缺陷的防止是有好处的。虽然“扣箱加蜡”的措施效果甚微,在持续工艺改善中,我们还是做了“浆料加石墨”的试验。
在第三层的莫来粉浆料中加入质量分数为5%的石墨,搅拌均匀,因石墨粉的粒度为270~320目,与莫来粉浆料融合得很好,浆料无结块、无沉淀、无反应,涂挂性没有影响,不妨碍粘度值的测定。
在第三层的专用刚玉粉浆料中也同样加入石墨粉,浆料的性状同上。 浇注后,发觉加石墨没有效果。
我们将“扣箱加蜡”和“浆料中石墨” 的方法同时使用, 质检结果,对叶片表面麻点、麻坑缺陷的消除毫无效果。
4 冷却条件的改善试验
4.1 浇注后,对厚壁处吹气冷却
经过氧化条件改善试验,我们觉得分析问题和解决问题的思想方法必须更新,应该将注意力放到叶片存在着壁厚差异的特性上来考虑采取改善措施,采用刚玉材料涂制前三层后,麻点和麻坑缺陷大为减少,仅仅是少量的集中在叶片的最厚处,而且是在靠近补缩浇口的下部,很明显这是局部过热所致,应该调整思思路从改善模壳冷却条件方面去查原因、想办法。
仍然采用专用刚玉材料涂制前三层的模壳,浇注完毕,用Φ8的橡皮管通入压缩空气,对准叶片的最厚部位吹气,进行局部强制冷却,吹气时间1min。质检表明,吹气冷却有效果,仅剩极少数的麻点和麻坑,缺陷还是在叶片最厚的位置,没有彻底解决。
4.2 浇注后,对厚壁处喷水冷却
局部强制冷却的思路得到验证后,我们进一步采用喷水的方法,浇注完毕,用Φ8的橡皮管通入自来水,对准叶片的最厚部位喷水,加大局部强制冷却的力度,喷水时间1min。
质检报告显示,叶片的凹面上、凸面上,特别是厚壁部位彻底消除了麻点和麻坑,因麻点和麻坑缺陷所造成的废品率降至为0。见图8所示
5 大平面上设置工艺钉
在解决和改善铸件表面麻点和麻坑缺陷的同时,还有一个龟裂缺陷。
龟裂,我们一直认为不是什么大问题,可以说是到了掉以轻心的地步,当时把精力全部放在解决麻点和麻坑上。总认为,解决龟裂只要加强对面层、二层的温度、湿度和干燥时间的控制,龟裂就能克服,所以,我们用心地对干燥室的环境要素和涂层的干燥时间严格加以控制,可是,龟裂缺陷一直得不到彻底根除。
原因何在,原因在我们没有透过现象看本质,严格控制干燥室的环境参数和涂层干燥时间固然重要,更应该研究叶片的曲面特性。
叶片的曲面以大圆弧线构成,相对趋向于平面化,整个扇形平面达303cm2,而且呈凹凸双面型,就熔模铸造的范畴来说,算得上是大平面了,势面大,壁厚薄,这就是该叶片产品的特性所在,必须要采取相应的工艺措施,否则,模壳在焙烧浇注之后,涂层开裂、折断、变形、起挠肯定是难以避免的。
改善措施是:在叶片蜡模的凹面和凸面上,分别焊上若干个小圆柱。
这些小圆柱子将大平面分割成多个小平面,小平面有利于面层浆料与蜡模的结合,有效地防止面层分层、开裂,对后续的涂层来说,工艺钉犹如一副骨架,能提高涂层与涂层之间的结合力,模壳的整体强度也有所提高,目前,龟裂缺陷得到解决。叶片上的工艺钉见图9-1、图9-2所示,叶片铸件见图9-3所示。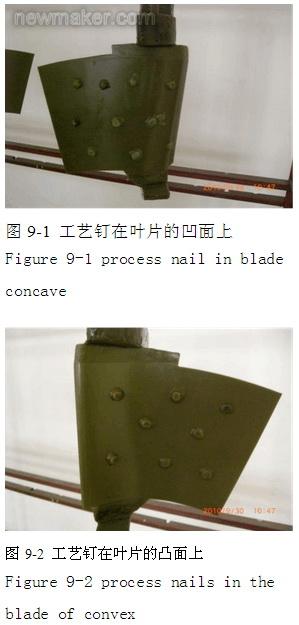 
6 心得与讨论
6.1 通过对叶片麻点麻坑缺陷持续改善的工作实践,笔者体会,根据不同产品的特性,不同结构的零件,要区别研究,摒弃传统观念,解放思想,试试自己的分析理念和实践方法。
6.2 面对各种各样的铸件缺陷,铸造工作者分析问题和解决问题的能力至关重要,笔者认为,勤于学习,勇于实践,善于总结这固然十分重要,然而,在分析问题的时候,要有科学的思想方法,要用辩证的,唯物的哲学思想作指导,才能思路准确,抓住本质,举一反三。
6.3 选用高纯刚玉做面层、二层、三层制壳耐火材料,配之局部冷却措施,可以解决特殊的马氏体不锈钢叶片铸件麻点、麻坑的铸造缺陷;对于大平面薄壁铸件,采用增设工艺钉的方法,能够解决铸件表面的龟裂缺陷。见图9-3
参 考 文 献
[1] 姜不居 吕志刚 周泽衡,中国精铸业展望 ,中国铸造协会精铸分会第九届年会论文集[M]2005,1~8.
[2] 姜不居,熔模精密铸造[M],北京,机械工业出版社,2004年4月,62~64
[3] 姜不居,熔模铸造手册[M],北京,机械工业出版社,252~255
[4] 常明安,汽轮机长导叶片熔模铸造,中国铸造协会精铸分会第十一届年会论文集[M]2009,75~79.(end)
|
|
| 文章内容仅供参考
(投稿)
(如果您是本文作者,请点击此处)
(1/12/2015) |
对 铸造机械/压铸设备 有何见解?请到 铸造机械/压铸设备论坛 畅所欲言吧!
|