|
锻压/冲压/轧制设备 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
UMS PRO:用于拉伸弯曲矫直(SBL)机组的新型板形测量系统 |
|
|
作者:Ungerer |
|
两次测量即可显著改善板形(平度提高10倍),并且几乎不会损失任何材料。
Ungerer(恩格勒)借助UMS PRO的推出,为市场带来了一种带钢板形(unflatness)测量系统,它将常用的高张力和低张力测量方法结合起来。在结合高速控制器之后,用户可以在拉伸弯曲矫直(SBL)单元的帮助下显著改善钢卷板形(平度挺高10倍)。该测量系统可以轻松改装到几乎所有拉伸弯曲矫直(SBL)机组中,甚至包括其他制造商的设备。
低张力还是高张力?到目前为止,这一直是金属带材制造商在计划购买拉伸弯曲矫直(SBL)机组(图1)时必须考虑的问题。这些机器能让钢卷在整个宽度上保持均匀的平度。它们使材料和表面张力保持均衡,并使金属纤维与矫直机对齐,这样可以将关键参数调节到最佳效果,例如屈服强度和伸长率。缠绕成卷的带材必须满足这些质量要求,然后才能用于要求严苛的应用中。
图1:Ungerer(恩格勒)的拉伸弯曲矫直(SBL)机组在世界范围内都在使用
先决条件:精确测量、快速控制
获得最佳矫直效果的先决条件是,首先测量带材矫直后的真实板形。作为矫直工艺的发明者,Ungerer(恩格勒)也是拉伸弯曲矫直(SBL)系统的专家,业务遍布全球。
在Ungerer(恩格勒)的机器中,首先在矫直机的出口会立即进行第一次板形测量,此处有一个由高刚度材料制成的橡胶辊,并集成了压电型压力传感器(高张力测量,见图2)。第二次板形测量是在带材从机器出来时,通过下拉式测量辊在非常低的张力下进行(低张力测量,见图3)。为了获得实时闭环控制,传感器将测量结果通过PCM传输器无线发送到PLC以及为此应用专门开发的UMS Pro控制器,后者会计算并立即将设定值发回给矫直机。
图2:使用UMS PRO对带钢的板形进行两次测量,可以在很短时间内进行校正。图片显示了在矫直机出口处集成的第一个高张力测量站,集成在由固体材料制成的辊中。

图3:第二个(低张力)测量站位于低张力输出区域
低张力:测量结果好,但有长盲区
低张力测量是在最后卷材退绕后进行。由于不再处于高张力状态,因此该测量方法(称为下拉测量)可提供非常精确的结果,控制精度约为 99%。
但是,此方法中的测量点位于矫直区后20至25米(在带材路径上),因此必须考虑到较长的盲区的存在。如果我们将调整所需的距离包括在内,则总共将有大约50米的区域不能确保获得所需的平度,因为第一个反馈和平度测量仅在25米后进行,而第二个控制器的反馈离下拉辊还有25米的距离。因此,可以假设每个卷材大约有50米的长度虽然是平的,但是不能确保在99%精度的公差范围内。只有在矫直机已准确调整进料的不平度后,才能获得可靠的精度。
高张力:速度快,但结果不准确
另一方面,在矫直机的出口能立即进行高张力测量。可以迅速进行调整,因此,带材的损失确实很小。但是由于带材处于高的张力下,因此测量结果以及矫直结果不如低张力测量那样精确。尽管如此,在矫直机后仍可达到约95%的控制精度。
Ungerer(恩格勒)的UMS PRO:结合两种测量系统的优势
综上所述,不同的测量位置和方法都具有各自的优点和缺点。而Ungerer(恩格勒)开发人员的目标就是增强并保留这两种方法的优势:高张力测量带来的最小带材损耗,以及低张力测量具有的最大精度。
通过将这两种方法相互结合便可以实现此目标,最近投放市场的UMS Pro就是Ungerer(恩格勒)精心研发的成果。这种双辊测量系统(分别配置为主辊和从辊)将其数据发送到中央控制器,后者具有较高的计算速度并在闭环模式中将参数发送给矫直机,以确保能相应地对带材进行正确拉伸。
这种全新的联合数据评估功能使用户可以在避免两种方法各自缺点的前提下获得最佳应用。另外,如果两个辊之一正在维护中,仍可以操作机器。
这意味着几乎能消除板形测量和控制系统进行维护时所浪费的任何生产时间。Ungerer(恩格勒)的UMS Pro控制器是世界上唯一能控制这两种系统的控制器,它创造了一个同时具有高效率和高可用性的板形测量系统。
结果:平度提高10倍,测量速度提高两倍
这种双重测量带来的改进可以通过数据体现出来。通过在矫直机后进行测量,可以看到已获得95%至96%的平度,下拉测量后则达到99%的平度。所以最后可以得到结论:卷材是完全平的,可以进行精准加工。例如,它能满足高端智能手机制造商的要求,这些制造商使用这些卷材来制造手机外壳及其组件(例如SIM卡插槽)。
两位专家的合作
UMS PRO的创新一方面在于将两种测量方法相结合,另一方面在于对来自两个传感器系统的数据进行联合评估。在这项艰巨的任务中,下拉测量系统专家Ungerer(恩格勒)与德国钢铁协会(VDEH)下属的钢铁研究中心(BFI)以及上拉测量专家进行合作。除此以外,BFI还开发了一种控制器,可以评估两个测量的结果,将它们关联起来并在此基础上确定相应的控制参数。
同样创新的是,测量结果可以在Windows 10的Labview中显示。在其他选项中还可以选择将测量报告作为“瀑布图”使用,它可以精确显示卷材在宽度和长度上的平度,并同时向操作员显示两次测量的结果。下图为世界领先的薄带钢制造商之一的测量报告。在使用UMS PRO进行拉伸弯曲矫直(SBL)处理后,宽1550 mm的带钢能获得远超轧机的平度,出于物理原因,纯冷轧钢无法获得这样的平度(图3)。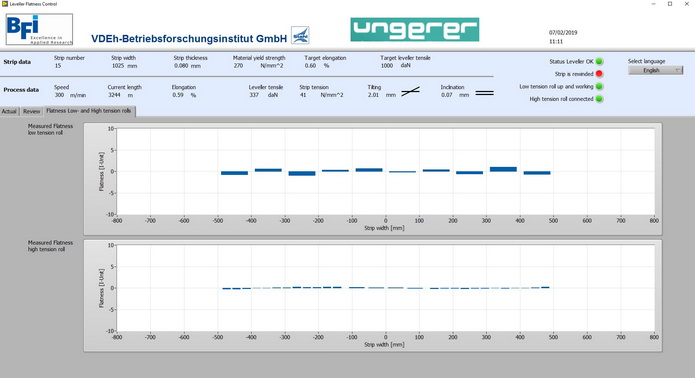
图4:将高张力和低张力测量方法与先进的控制技术相结合,可将平度提高10倍,并将带材损失降至最低
只需对现有设备进行简单改造
UMS PRO系统当然可以在Ungerer和其他供应商的所有新的拉伸弯曲矫直(SBL)系统中使用。此外值得一提的是,它也非常适合在现有系统上进行改装以得到应用。从机械结构来看,很明显,只需用传感辊替换拉伸模块中的一个辊就足以实现所需的结果。
投资回报率取决于材料价值
Ungerer(恩格勒)已经在中国、韩国和意大利现有的以及新的生产线中的多个拉伸弯曲矫直(SBL)机组中集成了新的卷材平度双重测量技术。通过实践业已证明,这种方法可以生产出质量更高、材料损失更少的卷材。每公斤材料的价格越高,对测量系统的投资就可以更快地收回成本。
Ungerer(恩格勒)开发了一个计算器,可以快速轻松地估算UMS PRO的“投资回报率”。根据经验,如果使用薄带钢,大约三年后,即可收回对测量系统的投资。对于铜的卷材,它的投资回收期可低至一年,而对于钛,这个时间甚至更短。www.ungerer.com
作者:Klaus Lenz,首席执行官,Ungerer Technology GmbH,德国普福尔茨海姆(Pforzheim)
拥有120年历史的UNGERER(恩格尔)技术有限公司,总部位于德国的普福尔茨海姆市,是金属带材精整线的全球领导者。UNGERER是拉弯矫直机的创始人,在横切线和纵剪线方面公司也拥有丰富的经验,因而在蓬勃发展的铝、不锈钢和铜市场建立了强大的领导地位。UNGERER技术有限公司隶属于总部位于法国的欧洲工程集团——REDEX(营业额为7000万欧元,全球拥有400名员工),该集团在机床传动设备(REDEX SA)、精密带材加工设备(REDEX SA)和精密轧机(BÜHLER GmbH)设计制造方面具有世界领先地位。(end)
|
|
| 文章内容仅供参考
(投稿)
(11/4/2019) |
对 锻压/冲压/轧制设备 有何见解?请到 锻压/冲压/轧制设备论坛 畅所欲言吧!
|