|
й’»еӨҙ/дёқй”Ҙ/жқҝзүҷ |
|
| жҢүиЎҢдёҡзӯӣйҖү |
|
|
| жҢүдә§е“ҒзӯӣйҖү |
|
|
| |
|
жҹҘзңӢжң¬зұ»е…ЁйғЁж–Үз« |
| |
|
|
|
|
еұұй«ҳеҲҖе…·еҠ©еҠӣиҲӘеҸ‘еҚ—ж–№е…¬еҸёеҮҸйҖҹеҷЁз”ҹдә§е·ҘиүәдјҳеҢ– |
|
|
дҪңиҖ…пјҡеұұй«ҳеҲҖе…· |
|
зј©зҹӯеҠ е·Ҙж—¶й—ҙ ж•ҲзҺҮжҸҗеҚҮиҫҫ80%
вҖңеҒҡдё–з•ҢдёҖжөҒзҡ„дёӯе°ҸиҲӘз©әеҸ‘еҠЁжңәдҫӣеә”е•ҶвҖқвҖ”вҖ”иҮӘ1951е№ҙе»әеҺӮжҲҗз«Ӣиҝ‘70е№ҙжқҘпјҢжҖҖжҠұзқҖиҝҷдёӘжўҰжғідёҺзӣ®ж ҮпјҢдёӯеӣҪиҲӘеҸ‘еҚ—ж–№е·Ҙдёҡжңүйҷҗе…¬еҸёпјҲд»ҘдёӢз®Җз§°еҚ—ж–№е…¬еҸёпјүе§Ӣз»ҲеқҡжҢҒеҲӣж–°пјҢдёҚж–ӯжҸҗеҚҮеҸ‘еұ•ж ёеҝғжҠҖжңҜиғҪеҠӣпјҢзҺ°е·ІеҪўжҲҗиҲӘз©әеҸ‘еҠЁжңәз ”еҲ¶гҖҒз”ҹдә§гҖҒдҝ®зҗҶгҖҒжңҚеҠЎдҝқйҡңдәҺдёҖдҪ“зҡ„ејәеӨ§дјҳеҠҝдҪ“зі»гҖӮеҚ—ж–№е…¬еҸёдҪңдёәиЎҢдёҡеҶ…з§Қзұ»жңҖе…ЁгҖҒеһӢеҸ·жңҖеӨҡзҡ„иҲӘз©әеҸ‘еҠЁжңәдјҒдёҡпјҢжӢҘжңү30еӨҡдёҮе№іж–№зұіз”ҹдә§еҺӮжҲҝеҸҠи®ҫж–ҪпјҢй…ҚеӨҮиҝ‘7000еҸ°еҘ—йўҶе…Ҳи®ҫеӨҮпјӣдҪңдёәжҲ‘еӣҪдёӯе°ҸиҲӘз©әеҸ‘еҠЁжңәз ”еҲ¶з”ҹдә§еҹәең°пјҢе…·еӨҮдәҶжү№дә§з¬¬дёүд»Је’Ңз ”еҲ¶з¬¬еӣӣд»Јдёӯе°ҸеһӢж¶ЎиҪҙгҖҒж¶ЎжЎЁиҲӘз©әеҸ‘еҠЁжңәзҡ„е·ҘиүәдёҺеҲ¶йҖ жҠҖжңҜиғҪеҠӣпјҢйғЁеҲҶж ёеҝғйӣ¶йғЁд»¶е…ій”®жҠҖжңҜжӣҙжҳҜиҫҫеҲ°дәҶдё–з•Ңе…Ҳиҝӣж°ҙе№ігҖӮ
зІҫеәҰй«ҳгҖҒжқҗж–ҷдёҺз»“жһ„еҸҢйҮҚйҡҫеҠ е·Ҙзҡ„зү№жҖ§пјҢи®©иҲӘз©әйӣ¶йғЁд»¶зҡ„еҲ¶йҖ жҖ»жҳҜеҫҲйҡҫеңЁе“ҒиҙЁдёҺж•ҲзҺҮй—ҙиҫҫеҲ°е№іиЎЎгҖӮз”ұжӯӨпјҢе·ҘиүәдјҳеҢ–гҖҒжҸҗйҖҹжҸҗж•Ҳзҡ„з”ҹдә§ж”№йқ©дёҖзӣҙеңЁеҚ—ж–№е…¬еҸёеӨ§иҢғеӣҙгҖҒжҢҒз»ӯжҖ§ејҖеұ•гҖӮеҖҹеҠ©жҷәиғҪйўҶе…Ҳзҡ„и®ҫеӨҮдёҺе·Ҙе…·дә§е“ҒпјҢжқҘжңҖеӨ§йҷҗеәҰең°и§ЈеҶіеҠ е·Ҙж•ҲзҺҮдҪҺгҖҒзІҫеәҰдёҚеӨҹгҖҒз”ҹдә§зҺҜиҠӮдёҚеҗҲзҗҶзӯүй—®йўҳпјҢж•ҲжһңжҳҺжҳҫгҖӮжӣҫйҮҮз”Ёдј з»ҹеҲҶеұӮй“ЈеүҠж–№ејҸиҝӣиЎҢз”ҹдә§еҠ е·Ҙзҡ„еҮҸйҖҹеҷЁдё»иҰҒйӣ¶д»¶жёёжҳҹжһ¶зҡ„зӘ—еҸЈз»“жһ„жӯЈжҳҜеҚ—ж–№е…¬еҸёе·Ҙиүәж”№йқ©зҡ„е…ёеһӢе®һдҫӢгҖӮ
ж•ҲзҺҮ瓶йўҲпјҢдј з»ҹеҠ е·Ҙж–№ејҸжҖҘйңҖж”№е–„
жёёжҳҹжһ¶жҳҜеҮҸйҖҹеҷЁдёӯзҡ„дё»иҰҒйӣ¶д»¶пјҢе…¶з»“жһ„еӨҚжқӮпјҢеӨ§е°ҸдёҚдёҖзҡ„еҶ…йңҖй’»еӯ”еҶ…иҰҒе®үиЈ…йҪҝиҪ®иҪҙзӯүеӨҡдёӘиҪ¬еҠЁд»¶гҖӮжёёжҳҹжһ¶еә•йғЁеңҶжҹұеҪўз»“жһ„зҡ„еӨ–еӣҙжңү4дёӘзӘ—еҸЈз»“жһ„пјҢйңҖиҰҒд»Һе®һдҪ“еҪўејҸзҡ„жҜӣеқҜ件ејҖе§ӢжҺҸз©әеҠ е·ҘпјҢдёҚд»…еҠ е·ҘдҪҷйҮҸйқһеёёеӨ§пјҢе…¶еҜ№иЎЁйқўиҙЁйҮҸзҡ„иҰҒжұӮд№ҹеҚҒеҲҶдёҘж јгҖӮ
вҖңеңЁд»ҘеҫҖз”ҹдә§дёӯпјҢеҜ№дәҺиҝҷдёӘзӘ—еҸЈз»“жһ„пјҢжҲ‘们йҮҮз”Ёзҡ„жҳҜдј з»ҹзҡ„еҲҶеұӮй“ЈеүҠеҠ е·ҘеҪўејҸгҖӮиҝҷз§Қж–№жі•иҷҪ然еҠ е·ҘзЁіе®ҡпјҢиЎЁйқўиҙЁйҮҸеҫ—д»ҘдҝқиҜҒпјҢдҪҶжҳҜж•ҲзҺҮзӣёеҪ“дҪҺдёӢгҖӮвҖқеҚ—ж–№е…¬еҸёжқҺеҸҢе…Ёд»Ӣз»ҚиҜҙпјҢвҖңеҲҶеұӮй“ЈеүҠжҜҸж¬ЎеҠ е·ҘжңҖеӨҡеҸӘиғҪж·ұе…Ҙ2жҜ«зұіпјҢиҖҢжёёжҳҹжһ¶зӘ—еҸЈз»“жһ„зҡ„еҫ„еҗ‘йңҖеҲҮеүҠж·ұеәҰдёә70дҪҷжҜ«зұіпјҢиҰҒе®ҢжҲҗеҠ е·ҘйңҖиҰҒеңЁеҫ„еҗ‘ж·ұеәҰж–№еҗ‘еҫӘзҺҜеҲҮеүҠ40ж¬ЎгҖӮжҜҸж¬ЎеҫӘзҺҜдёӯжІҝзӘ—еҸЈй“ЈеүҠдёҖе‘Ёзҡ„ж—¶й—ҙжҳҜ2еҲҶй’ҹпјҢе®ҢжҲҗеҚ•дёӘзӘ—еҸЈеҠ е·Ҙе°ұйңҖиҰҒиҮіе°‘80еҲҶй’ҹгҖӮвҖқ
еҸҰеӨ–пјҢеҰӮжӯӨеҠ е·Ҙж•ҲзҺҮи®©иҜҘйӣ¶д»¶еҚ з”Ёи®ҫеӨҮзҡ„жғ…еҶөеҚҒеҲҶдёҘйҮҚгҖӮиҪҰй—ҙз»ҸеёёеҮәзҺ°дёәдәҶеҠ е·Ҙжёёжҳҹжһ¶иҝҷдёӘйӣ¶д»¶пјҢиҖҢеҜјиҮҙе…¶дҪҷйңҖиҰҒдёҠиҜҘи®ҫеӨҮзҡ„йӣ¶д»¶жҺ’йҳҹз§ҜеҺӢпјҢеҜ№з”ҹдә§йҖ жҲҗдәҶеҫҲеӨ§еҪұе“ҚгҖӮеӣ жӯӨпјҢжҖҘйңҖеҜ№е…¶иҝӣиЎҢе·Ҙиүәж”№е–„е’Ңж•ҲзҺҮжҸҗеҚҮгҖӮ
е·Ҙиүәж”№е–„пјҡж•ҙдҪ“й“ЈеҲҖ + еҠЁеҠӣй“ЈеүҠ
дј з»ҹеҲҶеұӮй“ЈеүҠж–№ејҸдёӯйҮҮз”Ёзҡ„жҳҜеҲҮеүҠеҲғжңүйҷҗзҡ„иЈ…еҲҖзүҮејҸй“ЈеҲҖпјҢжҜҸж¬Ўеҫ„еҗ‘еҲҮеүҠж·ұеәҰд»…дёә2жҜ«зұіпјҢдё”ж— жі•еўһеӨ§пјҢиҝҷд№ҹжңҖзӣҙжҺҘең°еҜјиҮҙдәҶеҲҮеүҠж¬Ўж•°е’ҢеҲҮеүҠж—¶й—ҙзҡ„еўһеҠ гҖӮжүҖд»ҘпјҢйҰ–е…ҲиҖғиҷ‘зҡ„е°ұжҳҜеҰӮдҪ•еҠ еӨ§еҫ„еҗ‘еҲҮеүҠж·ұеәҰзҡ„й—®йўҳгҖӮ
еңЁж·ұе…ҘеҲҶжһҗжҜ”иҫғеҗҺпјҢеҚ—ж–№е…¬еҸёеҶіе®ҡйҮҮз”ЁеҲҮеүҠж·ұеәҰжӣҙеӨ§зҡ„ж•ҙдҪ“зҺүзұій“ЈеҲҖжӣҝжҚўеҺҹжңүзҡ„еҲҖзүҮй“ЈеҲҖгҖӮеҗҢж—¶пјҢйӣ¶д»¶зӘ—еҸЈз»“жһ„еҲҡејҖе§ӢжҳҜе®һдҪ“жҜӣеқҜзҠ¶жҖҒпјҢж•ҙдҪ“зҺүзұій“ЈеҲҖиӢҘиҰҒеҚ•ж¬ЎзӣҙжҺҘе®һзҺ°ж»ЎеҲғеҲҮеүҠпјҢеҲҷйҰ–е…ҲйңҖиҰҒеҠ е·ҘдёҖдёӘеә•еӯ”и®©еҲҖе…·иғҪеӨҹдјёе…Ҙйӣ¶д»¶дҪҝеҲҮеүҠеҲғж•ҙдҪ“жҺҘи§ҰеҲ°еҠ е·ҘйқўгҖӮж•ҲзҺҮжӣҙй«ҳгҖҒеҲҮеүҠеҠӣжӣҙеӨ§зҡ„й’»еүҠеҪўејҸжҲҗдәҶжңҖдҪійҖүжӢ©гҖӮз”ұжӯӨпјҢ他们еҹәжң¬еҲ¶е®ҡдәҶе…ҲйҮҮз”Ёй’»еӨҙеҠ е·Ҙеә•еӯ”пјҢеҶҚдҪҝз”Ёж•ҙдҪ“зҺүзұій“ЈеҲҖиҝӣиЎҢж»ЎеҲғеҲҮеүҠзҡ„еҠ е·Ҙж–№ејҸгҖӮ
еңЁи§ЈеҶідәҶеҲҮеүҠж·ұеәҰй—®йўҳпјҢеҮҸе°‘дәҶеҫӘзҺҜеҲҮеүҠж¬Ўж•°еҗҺпјҢеҚ—ж–№е…¬еҸёзҡ„жҠҖжңҜдәәе‘ҳ们еҸҲејҖе§ӢиҖғиҷ‘жҳҜеҗҰиғҪйҖҡиҝҮеҠ еӨ§иҝӣз»ҷгҖҒеҲҮж·ұгҖҒжҸҗй«ҳиҪ¬йҖҹзӯүж–№ејҸеўһеӨ§еҲҖе…·еҲҮеүҠеҠӣпјҢд»ҺиҖҢеҮҸе°‘еҫӘзҺҜдёӯдёҖе‘ЁеҲҮеүҠж—¶й—ҙгҖӮвҖң然иҖҢпјҢиҝҷз§Қи®ҫжғіеҫҲеҝ«е°ұиў«жҺЁзҝ»дәҶгҖӮйҮҮз”Ёж•ҙдҪ“еҲҖе…·ж»ЎеҲғеҲҮеүҠж—¶зҡ„еҲҮеүҠиҪҪиҚ·иҫғеӨ§пјҢеҰӮжһңзӣҙжҺҘжҸҗй«ҳиҝӣз»ҷгҖҒеҲҮж·ұзӯүеҠ е·ҘеҸӮж•°пјҢеҝ…然дјҡеҜјиҮҙеҲҖе…·е’Ңе·Ҙ件д№Ӣй—ҙзҡ„жҺҘи§Ұж—¶й—ҙй•ҝгҖҒеҲҮеүҠжё©еәҰеҚҮй«ҳпјҢеҲҖе…·йҡҫд»ҘжүҝеҸ—еҲҷжҳ“йҖ жҲҗжү“еҲҖпјҢиҝӣиҖҢеҪұе“ҚеҲҖе…·дҪҝз”ЁеҜҝе‘Ҫе’ҢеҠ е·ҘиҙЁйҮҸгҖӮвҖқ жқҺеҸҢ全继з»ӯд»Ӣз»ҚиҜҙпјҢвҖңйҡҸеҗҺпјҢжҲ‘们еӣўйҳҹеҸҲеҜ№зј–зЁӢж–№ејҸиҝӣиЎҢдәҶеҸҚеӨҚзҡ„и®Ёи®әе’ҢжҺўзҙўпјҢжңҖз»ҲжүҫеҲ°дәҶиғҪжҸҗй«ҳеҲҮеүҠеҸӮж•°еҗҢж—¶еҸҲиғҪдҪҝеҲҖе…·жүҝеҸ—жҒ¶еҠЈеҠ е·ҘжқЎд»¶зҡ„еҲҮеүҠж–№ејҸвҖ”вҖ”еҠЁеҠӣй“ЈеүҠгҖӮвҖқ
дёҺдј з»ҹеҠ е·ҘдёҚеҗҢпјҢеңЁеҠЁеҠӣй“ЈеүҠиҝҮзЁӢдёӯй“ЈеҲҖжҳҜеӨ„дәҺдёҖиҫ№иҮӘиҪ¬дёҖиҫ№е…¬иҪ¬зҡ„зҠ¶жҖҒпјҢеҮҸе°‘дәҶжҺҘи§Ұи§’е’ҢжҜҸиҪ¬еҲҮйҷӨйҮҸпјҢд»ҺиҖҢйҷҚдҪҺдәҶеҲҮеүҠеҠӣе’ҢеҲҮеүҠжё©еәҰпјҢдҪҝеҲҖе…·иғҪйҖӮеә”жӣҙжҒ¶еҠЈзҡ„еҲҮеүҠиҰҒжұӮпјӣеҗҢж—¶пјҢеҠЁеҠӣй“ЈеүҠе®һзҺ°дәҶе°Ҷйқһиҝһз»ӯеҠ е·ҘеҸҳжҲҗиҝһз»ӯеҠ е·ҘпјҢеҠ е·ҘзЁіе®ҡжҖ§жӣҙй«ҳпјҢеӣ жӯӨеҠ е·ҘиҪ¬йҖҹгҖҒеҲҮеүҠзӯүеҸӮж•°еҸҜ继з»ӯжҸҗй«ҳпјҢд»ҺиҖҢе®һзҺ°еӨ§дҪҷйҮҸеҝ«йҖҹеҲҮеүҠгҖӮ
дјҳиҙЁеҲҖе…·ж–№жЎҲжү“йҖ жһҒиҮҙй«ҳж•Ҳ
е·Ҙиүәж–№жЎҲзЎ®е®ҡеҗҺпјҢжҺҘдёӢжқҘе°ұжҳҜиҰҒеҜ»жүҫеҗҲйҖӮзҡ„еҲҖе…·дә§е“ҒдәҶгҖӮж•ҙдёӘжҸҗж•Ҳж–№жЎҲйңҖиҰҒ4жҠҠеҲҖе…·пјҢйҰ–е…ҲжҳҜз”ЁдәҺзӘ—еҸЈеҲҡејҖе§ӢеҠ е·Ҙж—¶иҝӣиЎҢй’»еүҠеҠ е·ҘпјҢеҪўжҲҗеә•еӯ”зҡ„еӨ§зӣҙеҫ„й’»еӨҙпјӣ然еҗҺжҳҜеҝ«йҖҹй“ЈеүҠеҺ»йҷӨзӘ—еҸЈдҪҷйҮҸе’ҢеҚҸеҠ©жё…йҷӨиҫ№и§’ж®Ӣз•ҷдҪҷйҮҸзҡ„зҺүзұіеҗҲйҮ‘й“ЈеҲҖпјӣд»ҘеҸҠжңҖеҗҺз”ЁдәҺзӘ—еҸЈзІҫеҠ е·ҘпјҢдҝқиҜҒжңҖеҗҺе°әеҜёеҸҠиЎЁйқўиҙЁйҮҸзҡ„зІҫеҠ е·Ҙж•ҙдҪ“еҗҲйҮ‘еҲҖе…·гҖӮ
еңЁдәҶи§ЈеҜ№жҜ”дәҶеёӮеңәдёҠеӨҡз§ҚеҲҖе…·е“ҒзүҢеҗҺпјҢеҚ—ж–№е…¬еҸёжңҖз»ҲйҖүжӢ©дәҶжӢҘжңүе®Ңж•ҙдә§е“Ғзі»еҲ—дё”еҜ№еӨҡз§ҚиҲӘз©әйӣ¶д»¶еҠ е·Ҙе…·еӨҮдё°еҜҢз»ҸйӘҢзҡ„еұұй«ҳеҲҖе…·гҖӮиҲӘз©әйғЁд»¶зҡ„зІҫеәҰиҰҒжұӮеҚҒеҲҶдёҘж је№¶дё”жқҗж–ҷжҲҗжң¬йқһеёёй«ҳпјҢз”ҹдә§иҝҮзЁӢдёӯзҡ„еҸҜйқ жҖ§гҖҒе®үе…ЁжҖ§иҮіе…ійҮҚиҰҒпјҢеҚ—ж–№е…¬еҸёйңҖиҰҒзҡ„жҳҜе®һеҠӣејәеӨ§гҖҒе“ҒиҙЁеҸҜйқ зҡ„дҫӣеә”е•ҶгҖӮиҖҢеұұй«ҳеҲҖе…·еңЁиҲӘз©әеҲ¶йҖ йўҶеҹҹдёҖзӣҙеӨҮеҸ—еҘҪиҜ„пјҢе…¶жҠҖжңҜеӣўйҳҹжӣҙжңүзқҖдё°еҜҢзҡ„еә”з”Ёз»ҸйӘҢпјҢеңЁжҺҘи§Ұд№ӢеҲқдҫҝиөўеҫ—дәҶеҚ—ж–№е…¬еҸёзҡ„дҝЎд»»гҖӮ
й’ҲеҜ№й’»еүҠе·ҘеәҸпјҢеҚ—ж–№е…¬еҸёдҪҝз”ЁдәҶеұұй«ҳеҲҖе…·ж–°еһӢзҡ„ PerfomaxВ йЈ“йЈҺй’»пјҢе…¶дјҳеҢ–зҡ„жҺ’еұ‘ж§ҪпјҢеҸҜд»Ҙе®һзҺ°жңҖдҪізҡ„еҲҮеұ‘жҺ§еҲ¶е’ҢжҺ’еұ‘пјҢд»ҺиҖҢжңүж•ҲжҸҗй«ҳй’»еүҠеҸӮж•°пјҢе®һзҺ°й«ҳж•ҲйҮ‘еұһеҺ»йҷӨж•ҲжһңпјҢ并延й•ҝеҲҖе…·дҪҝз”ЁеҜҝе‘ҪгҖӮжҺ’еұ‘ж§ҪжүҖйҮҮз”Ёзҡ„ж–°еһӢвҖңеҮҸзЈЁиЎЁйқўвҖқзҡ„зү№ж®ҠжіўеҪўе°ҪеҸҜиғҪеҮҸе°‘дәҶеҲҮеұ‘е’ҢжҺ’еұ‘ж§Ҫд№Ӣй—ҙзҡ„жҺҘи§ҰпјҢдҪҝеҲҖе…·еә”з”Ёжӣҙдёәе®үе…ЁеҸҜйқ гҖӮ
еӣҫ4 PerfomaxВ йЈ“йЈҺй’»
вҖңеҜ№дәҺж•ҙдёӘж–№жЎҲдёӯжңҖдёәж ёеҝғзҡ„ж•ҙдҪ“еҲҖе…·й“ЈеүҠиҝҮзЁӢпјҢжҲ‘们еҲ¶е®ҡдәҶдёӨз§ҚеҲҖе…·й…ҚеҗҲдҪҝз”Ёзҡ„ж–№жЎҲгҖӮе…ҲдҪҝз”Ёй•ҝеәҰиҫғзҹӯзҡ„зҺүзұіеҗҲйҮ‘й“ЈеҲҖпјҢйҮҮз”ЁеҠЁеҠӣй“ЈеүҠж–№ејҸпјҢеҝ«йҖҹй“ЈеүҠеҺ»йҷӨзӘ—еҸЈдҪҷйҮҸпјҢ然еҗҺз”Ёй•ҝеәҰзЁҚй•ҝзҡ„еҗҢж¬ҫй“ЈеҲҖжё…йҷӨдёҠж¬ҫеҲҖе…·жңӘиғҪеҺ»йҷӨзҡ„иҫ№и§’ж®Ӣз•ҷдҪҷйҮҸгҖӮвҖқеұұй«ҳеҲҖе…·иҲӘз©әиҲӘеӨ©еә”з”Ёз»ҸзҗҶе®Ӣж°ёиҫүеҜ№еҲҖе…·ж–№жЎҲиҝӣиЎҢи§ЈйҮҠиҜҙжҳҺпјҢвҖңиҝҷдёӨж¬ҫеҲҖе…·жҳҜеұұй«ҳJABRO JHP993зі»еҲ—пјҢйқһеёёйҖӮеҗҲй«ҳж•ҲзҺҮйҮ‘еұһеҲҮеүҠеҠ е·ҘпјҢе®ғзү№жңүзҡ„еҲҶеұ‘ж§Ҫи®ҫи®ЎпјҢеҚідҪҝеңЁиҫғеӨ§еҲҮеүҠз”ЁйҮҸзҡ„жғ…еҶөдёӢпјҢд№ҹиғҪжңүж•ҲжҺ§еҲ¶еҲҮеұ‘гҖӮеҸҜеҪўжҲҗйқһеёёе°Ҹзҡ„зўҺеұ‘пјҢйҒҝе…ҚдәҶеҲҮеұ‘еңЁеһӢи…”дёӯйҡҫд»ҘжҺ’еҮәиҖҢеёҰжқҘзҡ„еҲҖе…·жҠҳж–ӯйЈҺйҷ©гҖӮеҸҰеӨ–пјҢиҜҘзі»еҲ—еҲҖе…·йҮҮз”Ёи¶…з»ҶзІүжң«еҲ¶жҲҗзҡ„еҹәдҪ“пјҢе…је…·зЎ¬еәҰе’Ңйҹ§жҖ§пјҢй…ҚеҗҲеӨҡеҲғзҡ„и®ҫи®ЎпјҢеҸҜе®һзҺ°жӣҙй«ҳзҡ„иҝӣз»ҷйҖҹеәҰпјҢе……еҲҶеҸ‘жҢҘдәҶеҠЁеҠӣй“ЈеүҠзҡ„дјҳеҠҝгҖӮвҖқ
еұұй«ҳзҡ„иҝҷдёӨж¬ҫж•ҙдҪ“зҺүзұіеҗҲйҮ‘й“ЈеҲҖе°ҶзӘ—еҸЈз»“жһ„еҲқжӯҘеҠ е·Ҙе®ҢжҲҗеҸӘиҠұиҙ№дәҶзҹӯзҹӯ10еҲҶй’ҹзҡ„ж—¶й—ҙпјҢд»…жҳҜеҺҹжқҘеҲҶеұӮй“ЈеүҠж–№ејҸзҡ„1/8пјҢеӨ§еӨ§и¶…еҮәдәҶеҚ—ж–№е…¬еҸёзҡ„йў„жңҹпјҢе…¶еҠ е·Ҙж•Ҳжһңд»ӨдәәжғҠе–ңгҖӮ
жңҖеҗҺпјҢжҳҜзІҫеҠ е·Ҙйҳ¶ж®өгҖӮдёәдәҶдҝқиҜҒиүҜеҘҪзҡ„иЎЁйқўиҙЁйҮҸгҖҒе№ійқўеәҰеҸҠеһӮзӣҙеәҰпјҢеҚ—ж–№е…¬еҸёйҖүжӢ©дәҶйҖӮеҗҲеӨ§еҲҮж·ұгҖҒе°ҸеҲҮе®ҪгҖҒдҫ§й“ЈеҠ е·Ҙзҡ„522й•ҝеҲғзІҫй“ЈеҲҖпјҢеҸҜд»Ҙжңүж•ҲйҒҝе…ҚеҲҶеұӮеҠ е·Ҙдә§з”ҹзҡ„жҺҘеҲҖз—•пјҢе®һзҺ°дјҳиҙЁзҡ„еЈҒйқўе…үжҙҒеәҰгҖӮвҖңиҜҘж¬ҫеҲҖе…·зү№жңүзҡ„еҮ дҪ•и®ҫи®ЎпјҢиҝҳиғҪеӨҹеңЁеҠ е·Ҙи–„еЈҒзҡ„жғ…еҶөдёӢпјҢе®ҢзҫҺи§ЈеҶіз”ұдәҺжқҗж–ҷеҲҡжҖ§дёҚи¶іиҖҢдә§з”ҹзҡ„и®©еҲҖжғ…еҶөгҖӮвҖқе®Ӣж°ёиҫүиЎҘе……иҜҙйҒ“гҖӮ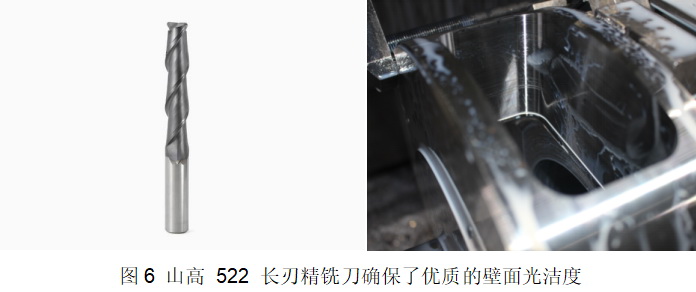
вҖңйҖҡиҝҮйҮҮз”Ёж•ҙдҪ“еҗҲйҮ‘й“ЈеҲҖиҝӣиЎҢж»ЎеҲғеҲҮеүҠе’ҢеҠЁеҠӣй“ЈеүҠзј–зЁӢж–№ејҸзҡ„е·ҘиүәпјҢз»“еҗҲеұұй«ҳеҲҖе…·й«ҳж•ҲдјҳиҙЁзҡ„еҲҖе…·ж–№жЎҲпјҢжҲ‘们жҲҗеҠҹе°Ҷжёёжҳҹжһ¶зӘ—еҸЈз»“жһ„зҡ„еҠ е·Ҙж—¶й—ҙд»ҺеҺҹжқҘзҡ„80еҲҶй’ҹзј©зҹӯдёә14еҲҶ11з§’пјҢж•ҲзҺҮжҸҗеҚҮи¶…иҝҮ80%гҖӮвҖқжқҺеҸҢе…ЁиҜҙйҒ“пјҢвҖңиҝҷзұ»ж–№жі•дёҚд»…д»…дјҳеҢ–дәҶдёҖдёӘйӣ¶йғЁд»¶зҡ„еҠ е·ҘпјҢе®ғеңЁеӨ§дҪҷйҮҸеҲҮеүҠгҖҒж–ӯз»ӯеҲҮеүҠзӯүе·ҘиүәйўҶеҹҹйғҪжңүзқҖеҫҲеӨ§зҡ„жҺЁе№ҝд»·еҖје’ҢеҖҹйүҙж„Ҹд№үгҖӮеңЁд»ҠеҗҺпјҢжҲ‘们иҝҳдјҡе°Ҷе·ҘиүәдјҳеҢ–гҖҒж•ҲзҺҮжҸҗеҚҮеә”з”ЁеҲ°жӣҙеӨҡзҡ„йӣ¶йғЁд»¶еҠ е·ҘдёӯгҖӮвҖқ
еұұй«ҳжҖ»йғЁи®ҫеңЁз‘һе…ёжі•ж јж–ҜеЎ”еёӮпјҢиҮҙеҠӣдәҺејҖеҸ‘еҲӣж–°зҡ„йҮ‘еұһеҲҮеүҠи§ЈеҶіж–№жЎҲпјҢ并дёҺе®ўжҲ·еҜҶеҲҮеҗҲдҪңд»Ҙе…ЁйқўзҗҶи§Је’Ңдё“жіЁдәҺ满足他们зҡ„йңҖжұӮпјҢеӣ жӯӨиӘүж»Ўе…ЁзҗғгҖӮжҲ‘们еңЁ 50 дёӘеӣҪ家/ең°еҢәйӣҮз”ЁдәҶ 5000 еӨҡеҗҚе‘ҳе·ҘпјҢ并йҖҡиҝҮеҹ№и®ӯгҖҒеҸ‘еұ•е’Ңе‘ҳе·Ҙи®ӨеҗҢи®ЎеҲ’д»ҘеҸҠејҖж”ҫзҡ„жІҹйҖҡзҺҜеўғжқҘжҸҗеҚҮжҲ‘们еӣўйҳҹжҲҗе‘ҳзҡ„иғҪеҠӣгҖӮжҲ‘们зҡ„е‘ҳе·Ҙеұ•зҺ°дәҶдёүдёӘж ёеҝғд»·еҖји§Ӯ вҖ“ зғӯеҝұеҫ…е®ўгҖҒ家еәӯеҪ’еұһж„ҹе’ҢдёӘдәәжүҝиҜәпјҢе®ғе®ҡд№үдәҶжҲ‘们зҡ„з»ҸиҗҘд№ӢйҒ“д»ҘеҸҠжҲ‘们дёҺе®ўжҲ·гҖҒдҫӣеә”е•Ҷе’Ңе…¶д»–еҗҲдҪңдјҷдјҙд№Ӣй—ҙзҡ„дәӨеҫҖж–№ејҸгҖӮеҰӮйңҖдәҶи§ЈжӣҙеӨҡдҝЎжҒҜпјҢиҜ·и®ҝй—® www.secotools.comгҖӮ(end)
|
|
| ж–Үз« еҶ…е®№д»…дҫӣеҸӮиҖғ
(жҠ•зЁҝ)
(еҰӮжһңжӮЁжҳҜжң¬ж–ҮдҪңиҖ…пјҢиҜ·зӮ№еҮ»жӯӨеӨ„)
(5/30/2019) |
еҜ№ й’»еӨҙ/дёқй”Ҙ/жқҝзүҷ жңүдҪ•и§Ғи§ЈпјҹиҜ·еҲ° й’»еӨҙ/дёқй”Ҙ/жқҝзүҷи®әеқӣ з•…жүҖж¬ІиЁҖеҗ§пјҒ
|