|
电火花EDM/线切割 |
|
| 按行业筛选 |
|
|
| 按产品筛选 |
|
|
| |
|
查看本类全部文章 |
| |
|
|
|
|
开发AI控制技术,对运行中的FA设备进行实时调整 |
|
|
newmaker |
|
三菱电机株式会社(以下简称三菱电机)和国立研究开发法人产业技术综合研究所(以下简称产综研)开发了能够预测制造现场的环境变化和加工对象物的状态变化,实时调整运行中的FA设备的加工速度等参数的AI控制技术。该技术使得FA设备的调整不再需要人手和耗费时间,同时将AI预测的加工误差量等结果的可靠性形成指标,根据可靠性合理控制FA设备。这样,即使在各种加工环境下也能实现高可靠性的稳定动作,即使在品种多、数量不固定的生产制造工序中也能为提高生产效率做出贡献。
开发背景
近年来,随着用户需求的多样化,要求制造行业能够适应品种多、数量不固定的生产,生产的产品常常频繁变化。为了应对这种情况,在生产各种产品时,通过进行单独调整以使FA设备的动作速度和工具的转数等达到最佳条件。但是,这样存在需要人手和耗时等生产效率低下的问题。此外,随着低出生率和老龄化问题,还面临着能够将FA设备调整到最佳条件的熟练工人短缺的问题。
针对这些问题,三菱电机和产综研开发了AI控制技术,这是三菱电机AI技术“Maisart®※”之一,该技术由AI预测加工过程中形状变化等制造现场的环境变化及状态变化,可实时对运行中的FA设备的加工速度等参数进行调整。省去了以往由操作员耗时进行的FA设备调整,将AI预测的加工误差量等结果的可靠性形成指标,并根据可靠性对FA设备进行合理控制,从而确保了高可靠性,为生产效率的提高做出贡献。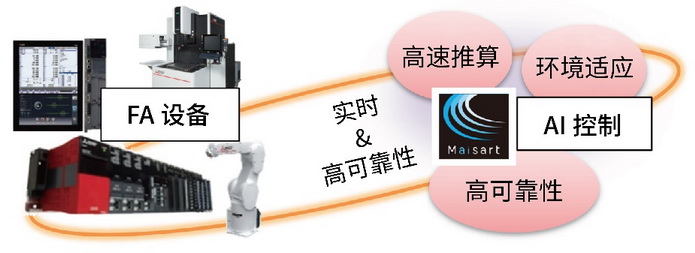
实时调整的AI控制技术概念图
三菱电机和产综研自2017年起开始在AI开发方面进行合作,这次的开发成果使得产综研拥有的AI技术应用于三菱电机的FA设备成为可能。今后,随着AI控制技术在三菱电机FA设备和系统中实装工作的推进,将为提高工厂的生产效率做出巨大贡献。
※Mitsubishi Electric’s AI creates the State-of-the-ART in technology的缩写,旨在使所有设备更加聪明的三菱电机的AI技术商标。
开发的特点
1.高速推算:开发能够与FA设备控制同时进行的高速推算AI控制技术
●为实现FA设备要求的实时控制,开发可高速推算的使用AI的技术
●通过获取代表FA设备状态的数据(状态量),AI自动推算动作参数及修正量,从而提高加工精度和生产效率。
在品种多、数量不固定的生产制造现场,在使用CNC切削机床和工业机器人等FA设备的制造工序中,每个加工及夹持对象的FA设备的运行、动作速度及加速度等都各不相同。受此影响,实际FA设备的最佳运行参数每时每刻都在变化。在传统的制造工序,是由熟练工人调整速度等动作参数以满足精度要求等产品规格,这就需要人手和时间,存在生产效率低下的问题。
此次,产综研开发了一种在能够与FA设备控制同时进行高速推算的AI技术,以满足FA设备所需的实时性。三菱电机作为一家FA设备制造商,利用迄今为止积累的知识,针对FA设备进行了AI推算精度及处理负载的调整。此外,三菱电机通过使处理负荷轻量化,开发了可以在维持动作参数推算精度的同时,与FA设备控制一同进行推算的轻量的AI控制技术。
2.环境适应:学习动作中的状态量,适应总在变化的加工环境
●使AI在FA设备的动作过程中学习加工形状等加工环境和品种多、数量不固定生产中的产品形状的变化,实现适应制造现场环境变化和状态变化的高精度FA设备控制
●将FA设备中的摩擦等物理现象形成公式并嵌入AI,减少学习用到的状态量,实现快速学习
随着加工的进行,FA设备加工对象的形状发生变化,因此加工形状等加工环境随之发生变化,在一定的动作参数下加工存在时间变长,加工质量变差的情况。此外,这种加工环境的变化根据加工对象的不同而发生变化,而且在品种多、数量不固定的生产前预先学习比较困难。
此次,产综研开发了一种AI技术,能够让AI当场学习在FA设备动作中获取的状态量,即使加工环境发生变化,也可以当场调整。此外,三菱电机通过将FA设备中的摩擦等物理现象形成公式,将公式嵌入AI,可在FA设备运行过程中进行学习,从而适应总在变化的加工环境。
3.高可靠性:将推算结果的可靠性形成指标,实现高可靠性的AI控制技术
●构建将AI推算结果的可靠性数值化的算法
●为确保实时控制所需的高可靠性,根据推算结果的可靠性合理控制FA设备,即使在各种各样的加工环境下也能实现高可靠性的稳定动作
用户对FA设备的要求是稳定的产品质量和制造所需时间的减少,要进行实时的AI控制,AI推算结果的可靠性必须要高。
此次,产综研结合推算对象装置的机械特性,通过学习各个产品机械特性的偏差,构建了能够计算推算结果可靠性的算法。此外,三菱电机将该算法嵌入AI控制技术,根据推算结果的可靠性合理控制FA设备,从而开发出能够确保高可靠性的AI控制技术。
AI控制技术的的应用示例
1.高速推算
作为可高速推算的AI控制技术的应用示例,三菱电机和产综研开发了推算机器臂指尖负载的技术。
要计算机器人工作时合理的加减速,就要有机器人指尖负载信息,如果不知道这个信息,则难以保证机器人高速且安全地工作。
对此,本开发技术根据马达电流等信息,通过AI高速推算指尖负载,并算出推算结果的可靠性,再根据可靠性调整加减速(图1-1)。在验证动作的例子(图1-2)中,比较了使用推算的指尖负载和不使用的机器人的关节轴角速度从开始移动到停止的时间,使用了推算的指尖负载的机器人的动作时间缩短了20%。此外,使用推算的可靠性,仅在可靠性较高时进行调整,确保了动作的稳定性。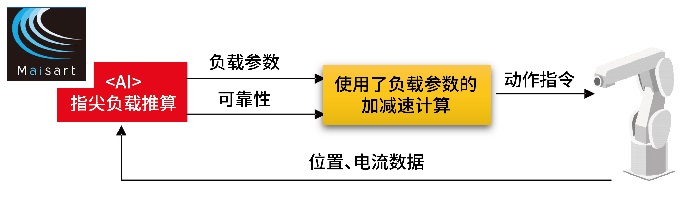
图1-1使用了AI推算负载和可靠性的高速动作
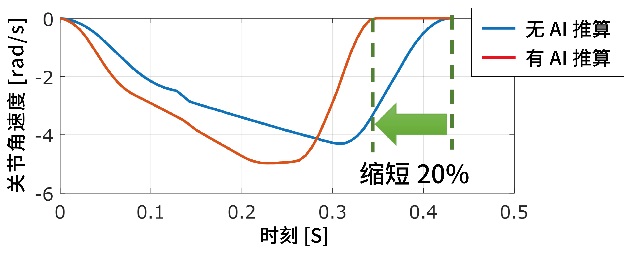
图1-2使用了负载推算的高速化示例
2.环境适应
作为适应环境的AI控制技术的应用示例,三菱电机和和产综研开发了AI调整功能,用于自动调整放电加工机之一的电火花放电加工机的加工条件。电火花放电加工机通过加工形状的电极靠近加工对象物并使之放电,从而将电极形状转移到加工对象物上,但由于加工过程中电极和加工对象物之间会产生加工屑,因此需要排出加工屑的电极动作(图2-1)。随着加工的进行,加工屑会增加,这就需要根据加工屑的排出状态调整加工屑排出动作的频率。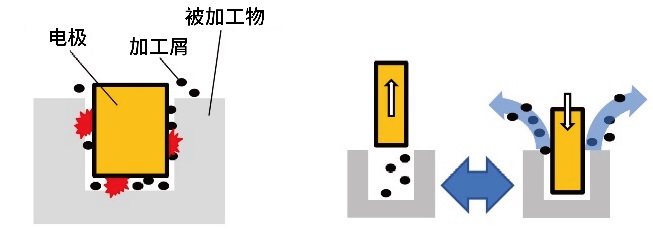
(a)加工过程中(产生加工屑) (b)排出加工屑的动作
图2-1电火花放电加工机的加工状态
AI调整功能是在加工过程中由AI学习加工屑的排出状态,自动调整加工屑排出动作的频率。根据三菱电机电火花放电加工机的加工评估,与未应用AI调整功能的情况相比,使用了AI调整功能的加工时间最多缩短了23%(图2-2)。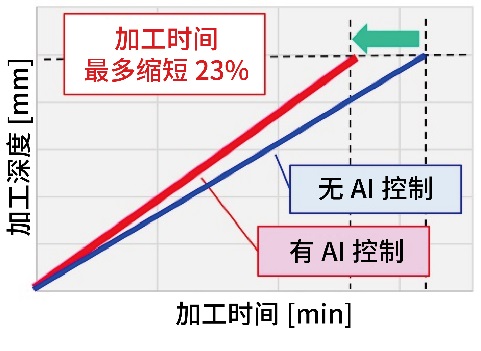
图2-2加工时间的比较
3.高可靠性
作为保证了高可靠性的AI控制技术的应用示例,三菱电机和产综研开发了CNC切削机床的AI误差修正功能(图3-1)。该功能由AI推算加工误差量,该加工误差量表示加工时随加工位置的变化下达给切削机床的指令值和当前位置间的差值,这样,即使机械可动部的特性发生了动态变化也能进行合理的修正。此外,还可以将AI推算的加工误差量的可靠性形成指标,仅使用可靠的误差修正量的推算结果进行误差修正。根据三菱电机CNC切削机床的加工评估,与未应用AI误差修正功能的情况相比,加工精度提高了51%,同时还实现了稳定加工(图3-2)。此外、可靠性较低时可以通过二次学习提高加工精度。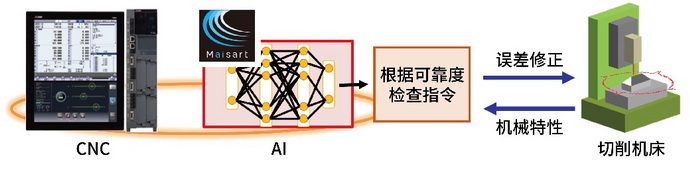
图3-1CNC切削机床的AI误差修正功能
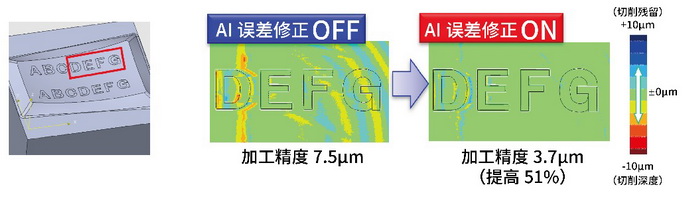
(a) 加工形状 (b) 加工精度的色图
图3-2CNC切削机床的评估结果
关于e-F@ctory
e-F@ctory是三菱电机的一个理念,其目的在于构建高可靠性和高灵活性的生产系统,为实现客户的高速生产和数据利用等目标提供帮助。同时,通过合作伙伴协作解决方案“e-F@ctory Alliance” 和CC-Link Partners Asssociation(CLPA)等开放式网络协会,可以构建综合性解决方案。 也就是说,通过e-F@ctory和e-F@ctory Alliance,可以灵活地选择供应商和导入的解决方案,同时推进生产系统的高度发展。
*e-F@ctory、iQ Platform是日本及位于其他国家的三菱电机株式会社的商标。
*可连接设备的图片是用于说明的示意图,并非三菱电机推荐使用该厂家生产的设备。(end)
|
|
| 文章内容仅供参考
(投稿)
(2/21/2022) |
对 电火花EDM/线切割 有何见解?请到 电火花EDM/线切割论坛 畅所欲言吧!
|